
-


-


-


-


WeChat

-
WhatsApp


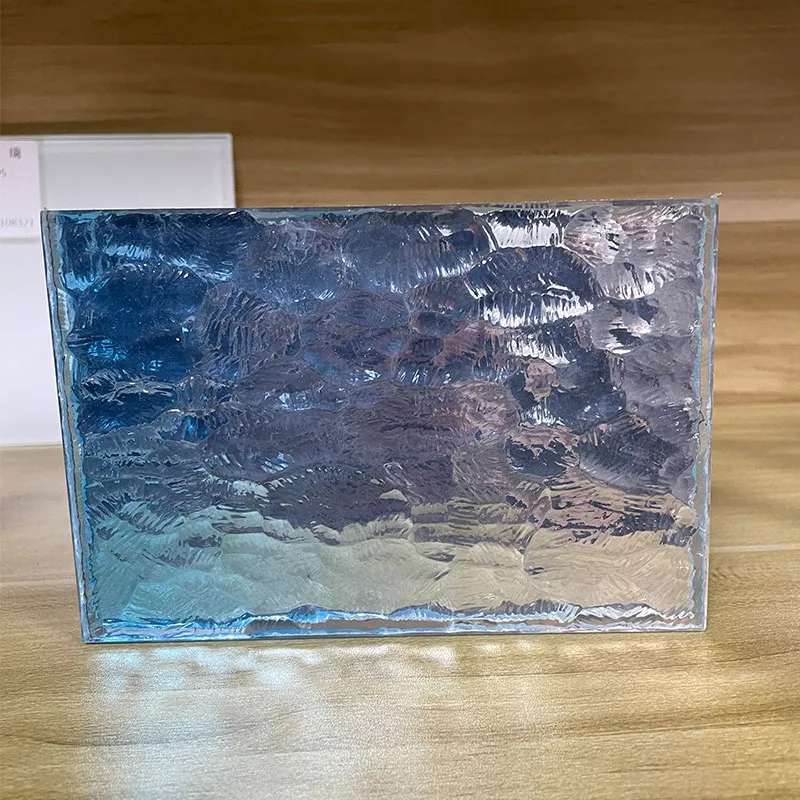
Битое стекло производство
Когда слышишь 'битое стекло производство', большинство представляет себе груду осколков на конвейере. На деле это технология с десятками подводных камней - от выбора сырья до логистики готовой продукции. Многие до сих пор путают вторичную переработку стеклобоя с производством декоративного битого стекла, а это принципиально разные процессы.
Сырьевая база: почему не всякое стекло годится
Начинали с обычного оконного стекла, но быстро столкнулись с проблемой микротрещин. При дроблении низкокачественное сырье дает слишком много пылевидной фракции, которая потом в готовом продукте работает как абразив. Пришлось переходить на закаленное стекло - его структура устойчивее к образованию мелкой крошки.
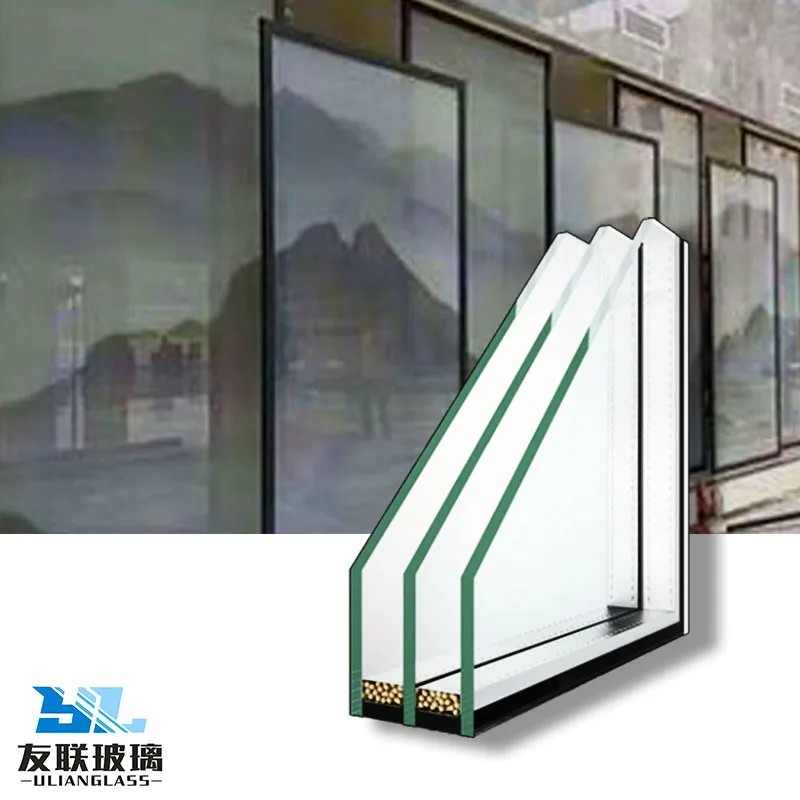
Сотрудничаем с ООО Гуандун Юлиан Энергосберегающие Строительные Материалы - их каленое стекло стабильно показывает процент брака не выше 3% при дроблении. Важный момент: они поставляют стекло с уже обработанными кромками, что снижает риск случайных сколов при транспортировке сырья до нашего дробильного цеха.
Опытным путем выяснили: оптимальная толщина для производства битого стекла - 4-6 мм. Более тонкое дает непредсказуемую геометрию осколков, толстое требует перестройки дробильных установок. Кстати, их сайт https://www.ulianglass.ru содержит полезные технические спецификации - часто сверяемся при заказе новых партий.
Технологические тонкости дробления
Первая ошибка новичков - пытаться использовать стандартные дробилки для щебня. Стекло ведет себя иначе: при одинаковом усилии может либо рассыпаться в пыль, либо дать всего несколько трещин. После трех месяцев экспериментов остановились на роторных дробилках с регулируемым зазором между билами.
Температура в цехе критична - при перепадах свыше 5°C стекло становится хрупким. Летом 2022 года из-за неисправности вентиляции потеряли целую партию: стекло пошло волосовинами трещин еще до обработки. Теперь держим стабильные 20±2°C круглогодично.
Фракционный состав контролируем через набор сит - ручная сортировка надежнее автоматической. Автоматика часто пропускает опасные игольчатые фрагменты. Хотя это увеличивает себестоимость, но брак по форме сводит к минимуму.
Оборудование: что действительно работает
Конвейерные линии пришлось дорабатывать самостоятельно - стандартные решения не учитывают специфику стеклянной крошки. Основная проблема - статическое электричество: мелкие частицы налипают на резиновые элементы. Решили установкой ионизаторов через каждые 2 метра.
Вакуумные захваты для перемещения стеклянных листов показали себя лучше механических - меньше вибрации означает меньше внутренних напряжений в материале. Закупали через того же ООО Гуандун Юлиан - у них есть готовые решения для работы с хрупкими материалами.
Система аспирации должна быть на 30% мощнее, чем для деревообработки - стеклянная пыль тяжелее и оседает в труднодоступных местах. Чистка фильтров каждые 4 часа вместо стандартных 8 - наша норма.
Контроль качества: где другие экономят
Визуальный осмотр под УФ-лампой выявляет микротрещины, невидимые при обычном свете. Это добавило 15% к времени производства, но сократило рекламации на 40%. Особенно важно для стекла, идущего на декоративные цели - там каждый дефект на виду.
Прочность на сжатие проверяем выборочно - раз в смену берем 10-15 образцов из разных партий. Интересно: битое стекло из многослойных изделий показывает на 20% лучшие результаты, но его сложнее дробить без расслоения.
Упаковка - отдельная головная боль. Мешки с полипропиленовым вкладышем оказались оптимальны: не электризуются, достаточно прочные для острых кромок. Пробовали бумажные - размокали при хранении в неотапливаемых складах.
Экономика производства: неочевидные расходы
Себестоимость сильно зависит от цвета стекла - темные сорта требуют более тонкой настройки оборудования. Бронзовое и серое стекло дробится неравномерно, приходится снижать скорость линии на 15-20%.
Логистика готовой продукции - отдельная статья. Перевозчики сначала брали стандартные тарифы, но после нескольких случаев повреждения кузовов острыми краями стали закладывать доплату за риск. Теперь работаем только со специализированными компаниями, имеющими опыт перевозки абразивных материалов.
Энергопотребление дробильного цеха в 1.8 раза выше, чем при обработке керамики аналогичной твердости. Сэкономили, перейдя на многотарифный учет - ночные смены стали выгоднее, хотя и требуют дополнительного освещения рабочих мест.
Перспективы и тупиковые направления
Пытались освоить производство цветного битого стекла из отходов витражных мастерских - не вышло. Свинец в составе делает материал слишком пластичным, осколки получаются неправильной формы. Зато эксперимент подсказал идею с добавлением стеклопластика - получился интересный композит для ландшафтного дизайна.
Сейчас тестируем сотрудничество с производителями стеклоблоков - их брак идеально подходит для создания декоративной крошки. Как раз ulianglass.ru в разделе технических решений предлагает интересные наработки по утилизации производственных отходов - берем на вооружение.
Основной рост видим в сегменте архитектурного бетона - там битое стекло работает лучше традиционных наполнителей. Правда, пришлось разработать специальные фракции 2-4 мм без пылевидной составляющей.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 D-4 Индивидуальное художественное текстурированное стекло для домашнего декора
D-4 Индивидуальное художественное текстурированное стекло для домашнего декора -
 D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
D-8 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Пуленепробиваемое стекло 3
Пуленепробиваемое стекло 3 -
 Художественное стекло 6
Художественное стекло 6 -
 Художественное стекло 9
Художественное стекло 9 -
 Гнутое стекло
Гнутое стекло -
 Пуленепробиваемое стекло 4
Пуленепробиваемое стекло 4 -
 Гнутое стеклопакет
Гнутое стеклопакет -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1 -
 D-3 Индивидуальное художественное текстурированное стекло для домашнего декора
D-3 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Художественное стекло-1
Художественное стекло-1
Связанный поиск
Связанный поиск- Китай закаленное многослойное декоративное стекло производители
- Китай лакированное стекло производители
- Очень прозрачное стекло
- Художественные стекла и зеркала
- Витраж 24
- Китай огнестойкое стальное листовое стекло для окон производители
- Двухслойное строительное пуленепробиваемое стекло
- Цветное зеркало
- Серебряное зеркало
- Производство резки стекла