
-


-


-


-


WeChat

-
WhatsApp


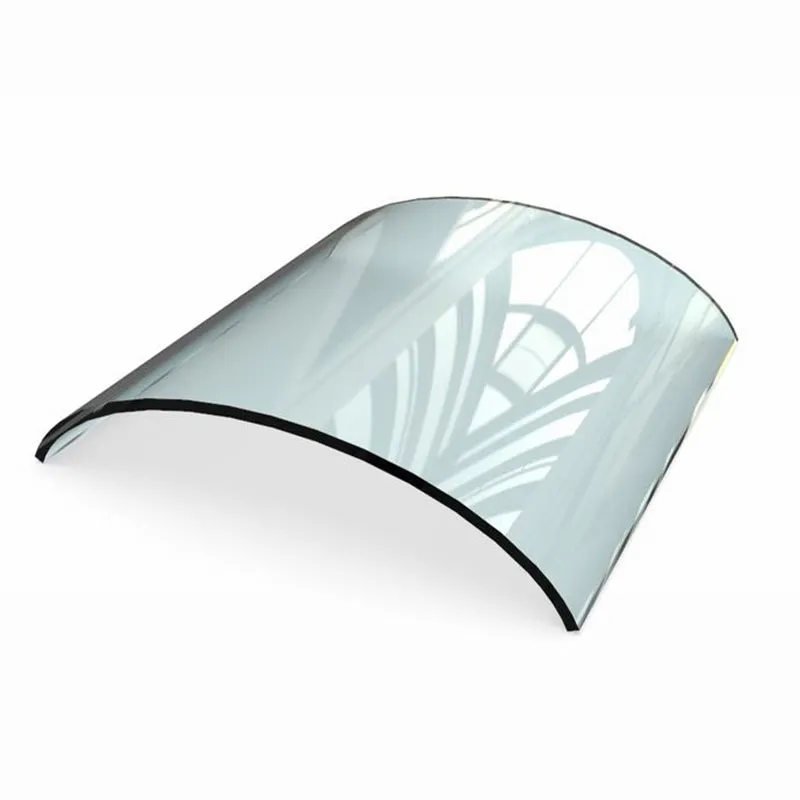
Гнутое акриловое стекло
Когда слышишь 'гнутое акриловое стекло', первое, что приходит в голову — это идеальные глянцевые витрины или плавные линии торгового оборудования. Но на практике всё часто упирается в три вещи: непонимание физики материала, попытки сэкономить на оснастке и странные мифы о 'термоформинге без подготовки'. Помню, как один клиент принёс дизайн-проект с радиусом 15 см для панели толщиной 8 мм — пришлось объяснять, что даже акрил тут не спасёт, нужен композитный подход.
Физика и ограничения: почему не всё гнётся как хочется
Основная ошибка — считать акриловое стекло аналогом ПВХ или поликарбоната. Да, гнутое акриловое стекло даёт бóльшую свободу для дизайна, но его поведение при нагреве зависит от молекулярной ориентации. Вспоминается проект 2018 года для аптечной сети: заказчик требовал радиус 30 см на листах 10 мм толщиной. Пришлось делать три прогона в печи с разной выдержкой — итоговый процент брака составил почти 40%, хотя по калькуляциям должно было быть не более 15%.
Температурные режимы — отдельная история. Например, для толщин 3-5 мм идеальный диапазон 150-160°C, но если в материале есть вторичные примеси (часто бывает у переработанного акрила), начинается локальная деструкция. Как-то раз получили партию с мутными пятнами после гибки — поставщик уверял, что это 'нормально для вторички'. Пришлось переходить на сырьё от проверенных производителей, включая материалы, которые использует ООО Гуандун Юлиан в своих решениях для сложных архитектурных задач.
Важный нюанс — анизотропия. При продольной и поперечной гибке один и тот же лист ведёт себя по-разному, особенно если речь о размерах больше 2 метров. Для вывесок это критично: неравномерное светораспределение сразу бросается в глаза. Решили проблему только когда начали сотрудничать с технологами с https://www.ulianglass.ru — их подход к калибровке оборудования помог снизить погрешность до 0,8 мм на погонный метр.
Оборудование и оснастка: где нельзя экономить
До сих пор встречаю мастерские, где пытаются гнуть акрил на самодельных станках с ИК-нагревателями. Результат всегда предсказуем: волны на поверхности, внутренние напряжения, трещины через полгода эксплуатации. Сам прошёл этот этап в 2015-м — тогда потерял крупный заказ на оформление салона премиум-класса из-за 'эффекта апельсиновой корки' на фасадах.
Сейчас используем вакуумные формовочные столы с ЧПУ, но и тут есть подводные камни. Например, для радиусов менее 50 см нужны матрицы с точной перфорацией — иначе вакуум 'не вытягивает' углы. Как-то сделали партию стоек ресепшн с гнутыми элементами 35 см — в углах остались микрозазоры 1-2 мм, пришлось дополнять акриловым клеем с УФ-отверждением.
Кстати, о клеях — это отдельная боль. Для гнутое акриловое стекло с последующей склейкой нужны составы с коэффициентом расширения, близким к базовому материалу. После нескольких неудачных экспериментов с цианоакрилатами перешли на модифицированные эпоксидные смолы, которые рекомендуют технологи с Ulianglass для своих многослойных конструкций.
Реальные кейсы и провалы
Самый показательный пример — ресторанный комплекс в Сочи в 2021 году. Нужны были гнутые акриловые панели с подсветкой для бара радиусом 120 см. Рассчитали всё по стандартным формулам, но не учли повышенную влажность — через месяц на стыках пошли микротрещины. Спасла только замена на сборные секции с силиконовыми компенсаторами.
А вот удачный проект — медицинский центр с изогнутыми перегородками из матового акрила. Тут сыграло роль правильное проектирование креплений: использовали алюминиевый профиль с демпфирующими вставками, который позволяет материалу 'дышать' при перепадах температур. Кстати, подобные решения есть в каталоге https://www.ulianglass.ru для своих огнестойких конструкций — правда, там речь идёт о стекле, но принцип монтажа похож.
Ещё один провал — попытка сделать гнутый козырёк для входа с подогревом. Не учли тепловое расширение нагревательных элементов — акрил повело волной после первого же сезона. Вывод: для комбинированных систем лучше рассматривать многослойные структуры, как в энергосберегающих стеклопакетах, которые производит ООО Гуандун Юлиан Энергосберегающие Строительные Материалы.
Технологические хитрости, которые не пишут в инструкциях
Например, для глубоких гнутых элементов (радиус менее 40 см) иногда эффективнее использовать не монолитный акрил, а многослойную сборку из тонких листов с промежуточным склеиванием. Да, трудозатраты выше, но остаточное напряжение ниже. Проверили на проекте выставочного стенда — элементы держатся уже третий год без деформаций.
Ещё один нюанс — постобработка кромок. После гибки часто появляются микротрещины по кромке, которые не видны до полировки. Сейчас используем фрезы с алмазным напылением и обязательную обработку пропан-бутановой горелкой — но тут важно не перегреть, иначе теряется прозрачность.
Для крупных объектов (свыше 3 метров) вообще рекомендую рассматривать сегментное исполнение со скрытыми стыками. Как-то сделали сплошной гнутый козырёк длиной 4,5 м — при транспортировке получили продольную трещину из-за вибрации. Пришлось экстренно переделывать на три сегмента с компенсационными швами.
Перспективы и ограничения материала
Сейчас активно экспериментируем с акрилом, армированным стекловолокном — для уличных конструкций это даёт преимущество в жёсткости. Но есть нюанс: такие композиты хуже поддаются гибке, требуют специальных режимов нагрева. На тестовых образцах получили снижение радиуса гибки на 15-20% по сравнению с чистым акрилом.
Ещё одно направление — комбинации с другими материалами. Например, гнутые акриловые панели с каналами для LED-ленты часто комбинируем с алюминиевыми подложками — это решает проблему теплоотвода. Технически это близко к решениям, которые предлагает https://www.ulianglass.ru для фасадного остекления, только в меньшем масштабе.
Главный вывод за годы работы: гнутое акриловое стекло — не универсальный материал, а инструмент, который требует понимания его физики и технологических ограничений. И да, 30% успеха — это качественное сырьё, 50% — правильное оборудование, и ещё 20% — готовность к нестандартным решениям, когда теория расходится с практикой. Как показывает опыт коллег из ООО Гуандун Юлиан, даже при работе с классическим стеклом иногда приходится отступать от стандартов — что уж говорить о таком капризном материале, как акрил.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
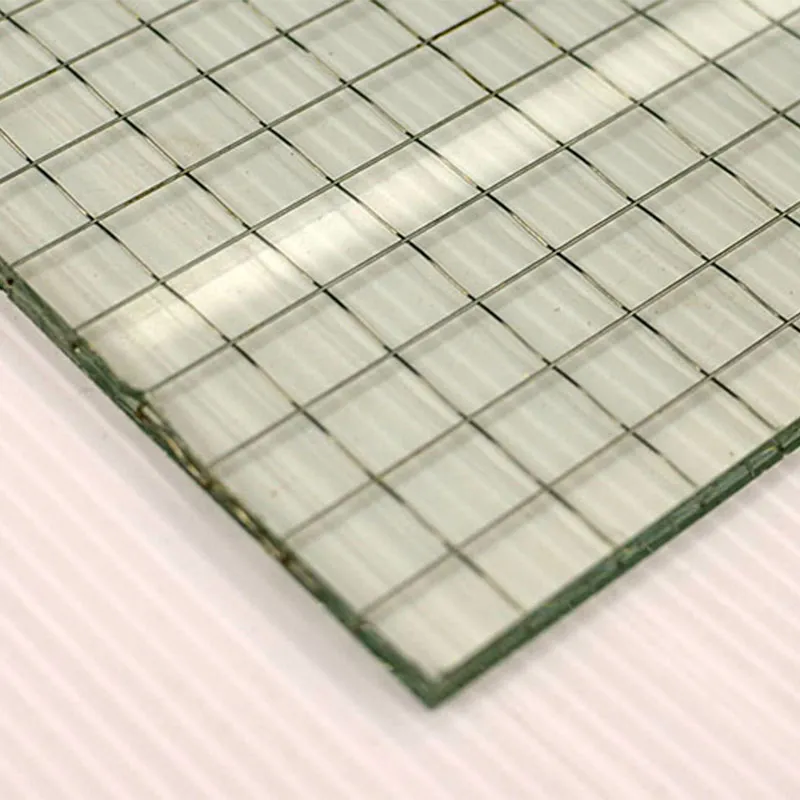 Армированное стекло
Армированное стекло -
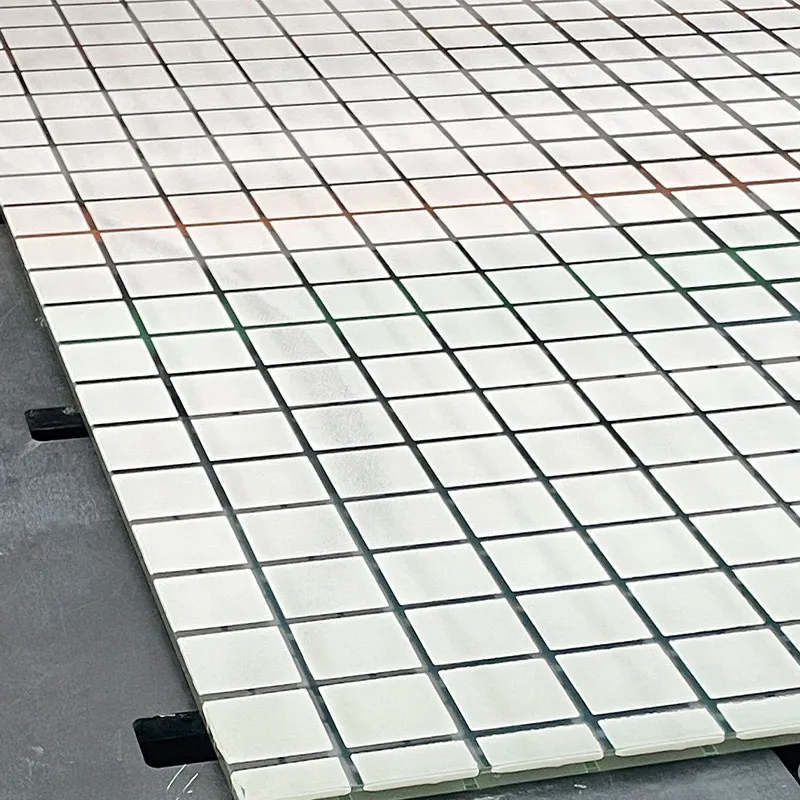
 Многослойное ламинированное стекло
Многослойное ламинированное стекло -
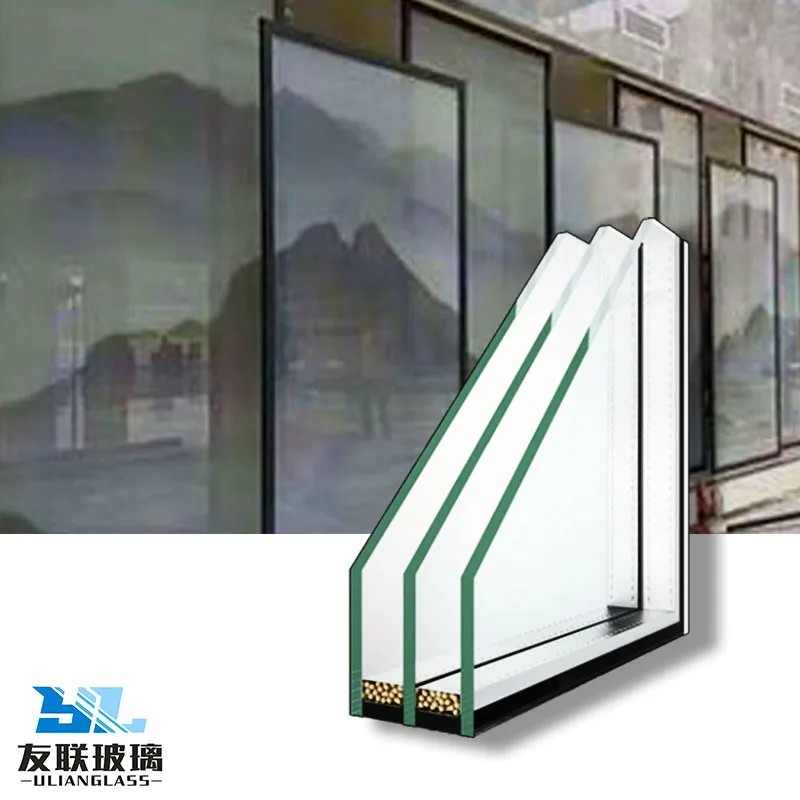
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Художественное стекло 8
Художественное стекло 8 -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Многослойный стеклопакет
Многослойный стеклопакет -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Градиентное Ламинирование
Градиентное Ламинирование -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1
Связанный поиск
Связанный поиск- Китай стекло с огнестойкостью производители
- Витраж новосибирск
- Китай прямые поставки с завода стекло основный покупатель
- Консоли из гнутого стекла ширина 20 см
- Китай многослойное изолирующее фасадное стекло основный покупатель
- Вакуумное закаленное низкоэмиссионное стекло
- Одинарный витраж
- Китай ударопрочное пуленепробиваемое стекло производитель
- Китай стекло оранжевого цвета производитель
- Китай стекло больших форматов 15-19 мм производители