
-


-


-


-


WeChat

-
WhatsApp


Гнутые стекла производство
Когда слышишь 'гнутые стекла производство', многие представляют себе просто нагретый лист, согнутый по шаблону. Но те, кто реально сталкивался с деформацией закаленного стекла для фасадов, знают — тут каждый миллиметр радиуса просчитывается с поправкой на пружинение. В ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы через это прошли: в 2018-м партия для торгового центра в Казани ушла в брак именно из-за недоучета этого эффекта.
Технологические тонкости гибки
Основная ошибка новичков — думать, что достаточно просто нагреть стекло до 600°C. На деле важно контролировать скорость нагрева по зонам: если край прогреется быстрее центра, вместо плавной дуги получится 'гусиная шея'. Мы в гнутые стекла производство используем печи с раздельными температурными контурами — особенно критично для толщин свыше 8 мм.
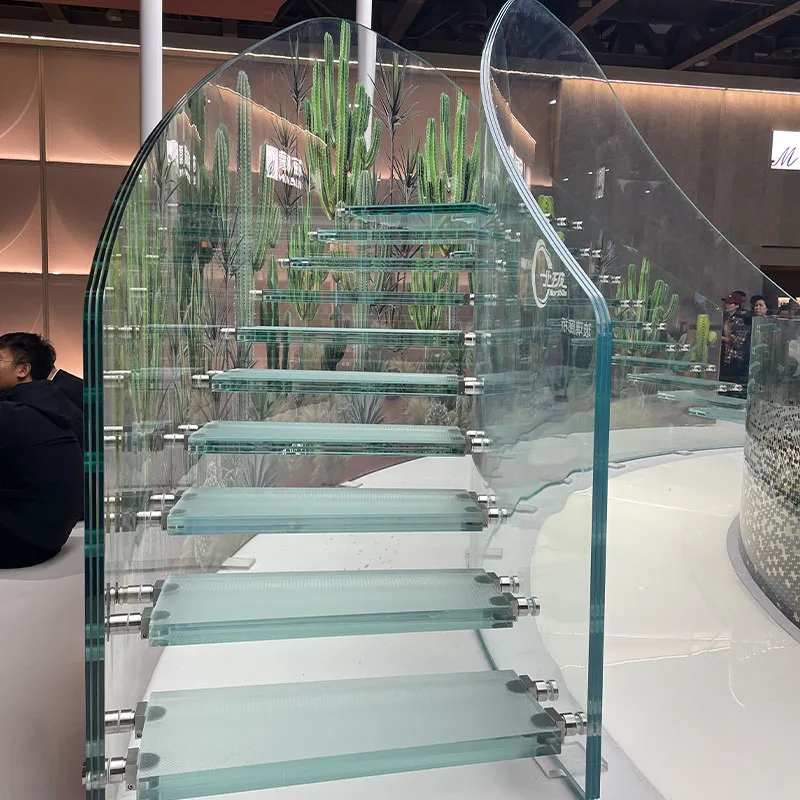
Кстати, про толщину. Для радиусов менее 500 мм мы вообще не рекомендуем стекло толще 6 мм — даже с дополнительным отжигом. Проверено на проекте лестничных ограждений в Сочи: заказчик настаивал на 10-миллиметровом, в итоге трижды переделывали.
А вот с многослойным стеклом сложнее — при гибке часто появляются микротрещины в PVB-пленке. Решили проблему, только когда начали использовать пленку с повышенной эластичностью, но это удорожает процесс процентов на 15-20.
Оборудование и его капризы
Наша первая печь для гибки 2015 года постоянно давала погрешность по радиусу ±3 мм. Выяснилось — дело не в механике, а в том, что термопары не успевали отслеживать перепад температур по длине листа. После модернизации системы контроля удалось выйти на ±1 мм, но пришлось полностью переписать программу охлаждения.
Сейчас используем линии с компьютерным управлением, но и там есть нюансы. Например, когда делали гнутые стекла для зимнего сада в Подмосковье, столкнулись с тем, что программный алгоритм не учитывал влажность в цехе. Пришлось вручную корректировать температурный график.
Важный момент — форма. Для серийного производства делаем стальные шаблоны, но для уникальных проектов (как тот же зимний сад) используем композитные. Они дешевле, но выдерживают вдвое меньше циклов.
Сырье и дефекты
Стекло для гибки берем только с определенным содержанием железа — иначе после закалки получается зеленоватый оттенок. Как-то взяли партию подешевле для склада, так заказчик потом полгода претензии писал — говорит, на солнце цвет искажается.
Пузыри — отдельная история. Они могут появиться даже в идеальном сырье, если в печи неравномерная конвекция. На сайте ulianglass.ru есть фото наших испытаний — специально показываем, как выглядит допустимый и недопустимый брак.
Еще с энергосберегающим покрытием сложности — его нужно наносить после гибки, иначе трескается. Но некоторые до сих пор пытаются гнуть уже покрытое стекло — видел такие случаи на других производствах.
Контроль качества и замеры
Радиус проверяем не шаблоном, а лазерным сканером — старые методы с прижиманием металлической формы давно устарели. Погрешность в 0,5 мм уже может привести к проблемам при монтаже, как было с нашим первым крупным заказом на гнутые стекла производство для бизнес-центра.
Обязательно тестируем на свет — вращаем образец под углом, ищем микротрещины. Именно так в прошлом месяце отбраковали партию для офисного комплекса — визуально было идеально, но под определенным углом проявилась сетка напряжений.
Протоколы измерений храним пять лет — это помогает при разборе претензий. Кстати, благодаря архиву смогли доказать, что трещина в стекле атриума возникла из-за неправильного монтажа, а не нашего брака.
Особые случаи и нестандартные задачи
С огнестойким стеклом вообще отдельная песня — его нельзя гнуть при температурах выше 650°C, иначе теряются свойства. Пришлось разрабатывать специальный режим с удлиненным циклом нагрева.
А вот пуленепробиваемое проще — его обычно собирают из уже гнутых слоев. Но здесь своя сложность: нужно точно выдерживать толщину клеевого слоя между стеклами.
Интересный опыт был с изогнутым триплексом для банковского терминала — заказчик требовал одновременно и сложную геометрию, и защиту от вандалов. Сделали в итоги комбинацию гнутого закаленного стекла с поликарбонатной пленкой — решение оказалось на 30% дешевле традиционного бронированного.
Экономика производства
Себестоимость гнутого стекла на 40-60% выше плоского — не только из-за энергии, но и из-за брака. Даже при идеальной технологии до 15% продукции идет в отходы — особенно в сложных проектах с двойной кривизной.
Оборудование окупается 3-5 лет — но только если есть постоянные заказы. Мы, например, специально развивали направление стеклянных козырьков и куполов, чтобы загрузка линии была равномерной.
Сейчас рассматриваем установку новой печи с вакуумным прижимом — это позволит сократить брак еще на 5-7%, но инвестиции серьезные. Решение пока не приняли — считаем, насколько вырастет спрос на гнутые стекла в ближайшие годы.
Перспективы и ограничения
Технологически мы близки к пределу — радиусы менее 300 мм для крупных форматов пока не получаются стабильно. Пробовали делать 250 мм для дизайнерского проекта — из десяти образцов только два прошли контроль.
Зато научились комбинировать гибку с УФ-печатью — получаются интересные решения для интерьеров. В прошлом квартале сделали серию изогнутых перегородок с градиентной печатью для отеля в Сочи — технология отработана, но дорогая.
Если говорить о будущем — вероятно, следующий прорыв будет связан с интеллектуальными системами предсказания деформации. Мы уже тестируем ПО, которое моделирует поведение стекла с учетом его химического состава — пока сыровато, но направление перспективное.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Художественное стекло 6
Художественное стекло 6 -
 Индивидуальное Морское Синее Стекло
Индивидуальное Морское Синее Стекло -
 Декоративный стеклопакет
Декоративный стеклопакет -
 Полое Цветное Глазурованное
Полое Цветное Глазурованное -
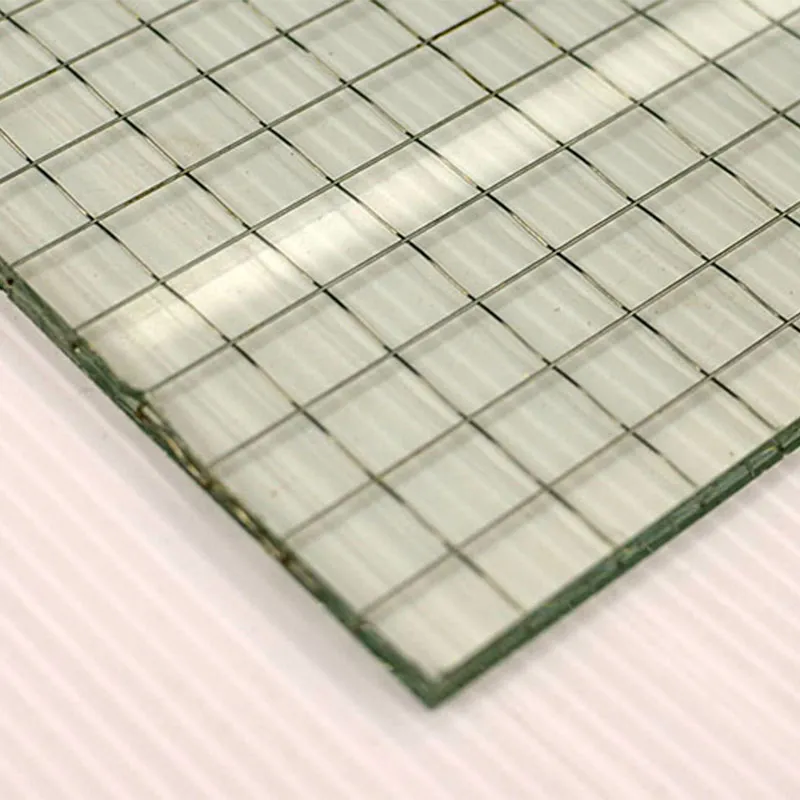 Армированное стекло
Армированное стекло -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Художественное стекло-1
Художественное стекло-1 -
 Гнутое стеклопакет
Гнутое стеклопакет -
 Многократно гнутое стекло
Многократно гнутое стекло -
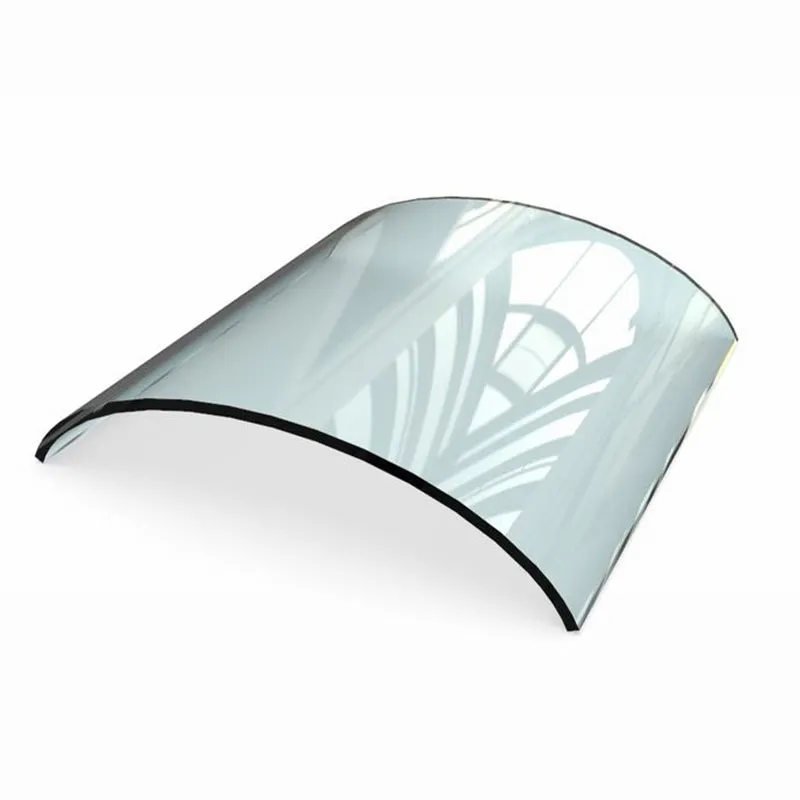 Цельное гнутое стекло
Цельное гнутое стекло -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло
Связанный поиск
Связанный поиск- Огнестойкая дверь из нержавеющей стали
- Закаленное защитное стекло кухня
- Цветные стекла на авто
- Защитная пуленепробиваемая оконная пленка
- Китай гнутое стекло с low-e покрытием основный покупатель
- Стоимость стекла оконного 4 мм
- Китай алюминиевое зеркало производитель
- Китай прозрачное закаленное стекло 10 мм 12 мм производители
- Китай сертификаты ce, sgcc производители
- Китай закаленное листовое стекло с завода основный покупатель