
-


-


-


-


WeChat

-
WhatsApp


Гнуть стекло на заказ
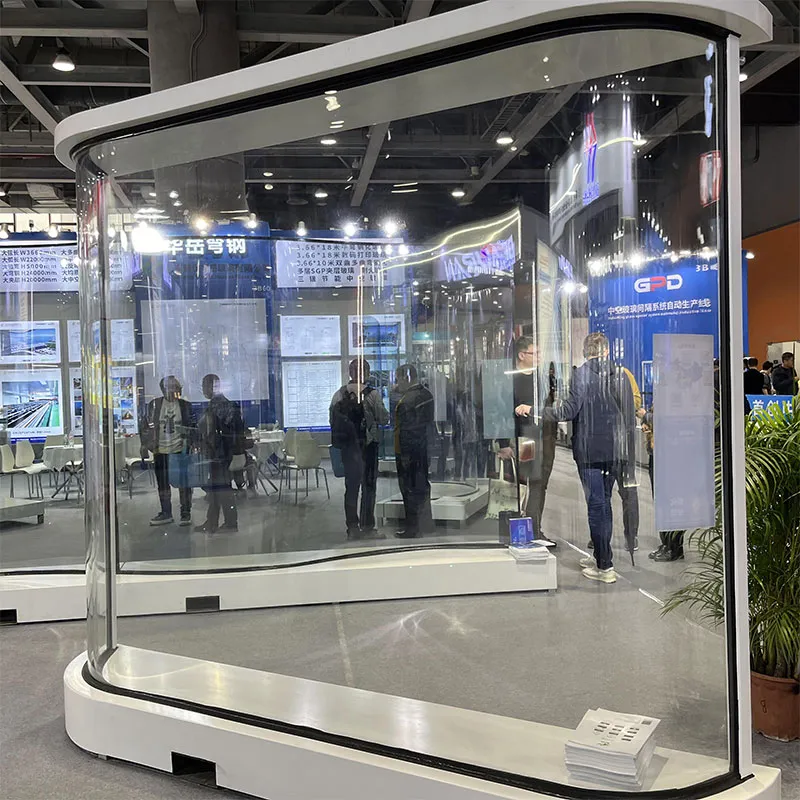
Когда слышишь 'гнуть стекло на заказ', половина заказчиков представляет этакий хрустальный водопад с плавными изгибами, а вторая — что это почти ювелирная работа, где любой промах фатален. На деле же технология гнутья давно перешагнула стадию экспериментов, хоть и требует точного соблюдения десятков параметров. Вот, к примеру, в 2018 мы пытались воспроизвести радиус 1200 мм для торгового центра — без предварительного моделирования термоупругих напряжений получили серию микротрещин вдоль кромки. Тогда и пришло понимание: гнутье не терпит дилетантского подхода.
Почему классическое гнутье до сих пор пугает производителей
Основная ошибка — считать, что любой тип стекла гнётся по стандартной кривой. Возьмём закаленное стекло — его вообще нельзя гнуть после закалки, только моллировать одновременно с термообработкой. А если клиент просит гнутый триплекс, тут уже надо просчитывать поведение ПВБ-плёнки между слоями, иначе при формовании появятся оптические искажения. Мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы как-раз на таких проектах отработали методику предварительного нагрева до 620±5°C для ламинированных стёкол.
Кстати, про температурные режимы. В цехах до сих пор встречаются 'специалисты', уверенные, что можно взять печь для закалки и просто замедлить цикл. Но при гнутье важна не только температура, а распределение тепла по зонам — верхний нагреватель должен работать иначе, чем нижний, особенно для сложных арочных конструкций. Наш техотдел как-то разбирал брак от конкурентов — там списали всё на 'некондиционное сырьё', а по факту была неправильная калибровка верхних ТЭНов.
И ещё нюанс: экономия на оснастке. Формы для гнутья из низкосортной стали быстро деформируются, и вместо плавной дуги получается 'ломаная' геометрия. Мы сначала тоже пробовали компромиссные варианты, но после трёх переделок для аптечной сети перешли на керамографитовые формы — дорого, но повторяемость 100%. Кстати, эту историю мы подробно описали в кейсах на https://www.ulianglass.ru — там как раз видно, как менялся подход к гнуть стекло на заказ за последние 5 лет.
Энергосберегающее стекло в гнутых конструкциях — отдельная история
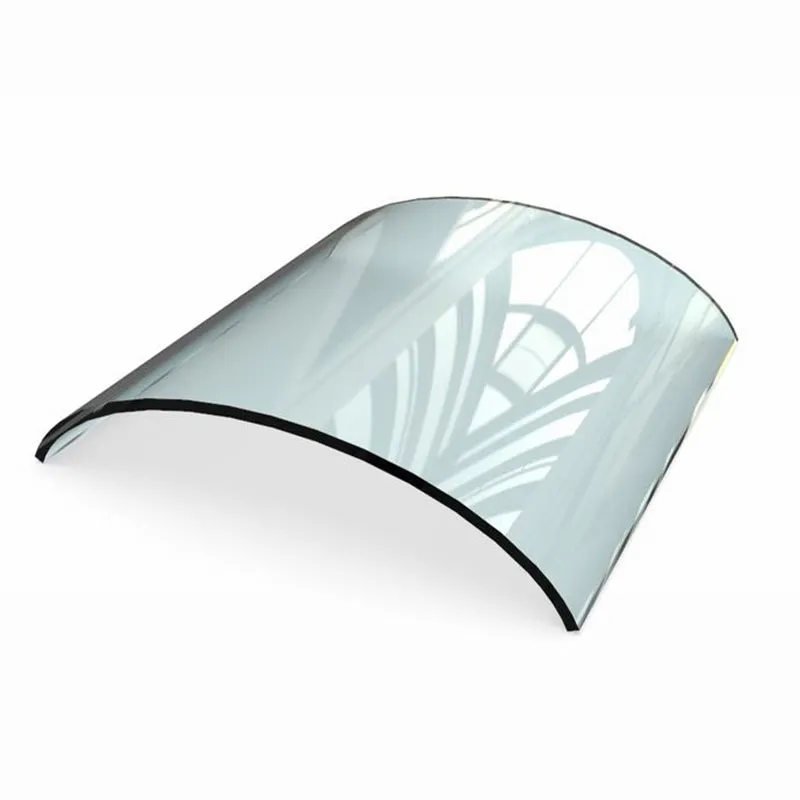
С энергосберегающим стеклом LOW-E вообще интересно вышло. Когда к нам пришел запрос на гнутый стеклопакет для зимнего сада, инженеры сначала схватились за голову — напыление-то разрушается при перегреве. Пришлось разрабатывать каскадный нагрев с защитной газовой средой. Получилось, хотя первый образец вышел с муар-эффектом — пришлось добавлять вакуумные присоски в оснастку, чтобы минимизировать контакт с напылением.
Сейчас уже отработали технологию для двойного изгиба ENERGY STAR — но признаюсь, первые полгода ушло на подбор скорости охлаждения. Если слишком быстро — трещины, если медленно — напыление кристаллизуется. Кстати, именно после этого проекта мы ввели обязательное тестирование на адгезию для всех гнутых LOW-стёкол, даже если заказчик не требует. Лучше перестраховаться, чем потом менять фасад.
Кстати, про фасады. Многие забывают, что гнутое стекло в криволинейных конструкциях работает совсем иначе в плане ветровых нагрузок. Мы как-то просчитали арочный козырёк — по стандартам подходил изгиб 8 мм, но по факту пришлось использовать 10 мм с дополнительным моллированием, иначе при порывах свыше 25 м/с была вибрация. Это к вопросу, почему готовые решения не всегда работают.
Огнестойкое гнутое стекло — миф или реальность
С огнестойким стеклом вообще отдельный разговор. Большинство производителей скажут, что его гнуть невозможно — гель внутри разрушится. Но мы в 2020 экспериментировали с послойным формованием — сначала гнём два листа, потом заливаем огнестойкий состав. Для лифтовых холлов в бизнес-центре сделали таким образом EI60-панели радиусом 1500 мм. Правда, пришлось сертифицировать заново — но это того стоило.
Интересно, что многослойное стекло с огнестойкостью ведёт себя при гнутье предсказуемее, чем закалённое — меньше остаточных напряжений. Но есть тонкость: если перегреть хотя бы на 10-15°C выше регламента, внутренние слои начинают пузыриться. Мы набрали статистику по 20+ таким экспериментам — оптимальный диапазон 680-695°C в зависимости от толщины.
Кстати, про толщину. Для пуленепробиваемых гнутых конструкций вообще свой подход — там нельзя допускать даже минимальной деформации бронеплёнки. Пришлось разрабатывать прецизионные оправки с водяным охлаждением. Сейчас можем гнуть до 35 мм включительно, но каждый такой проект — это неделя предварительных расчётов в SolidWorks.
Где чаще всего ошибаются при расчёте гнутых конструкций
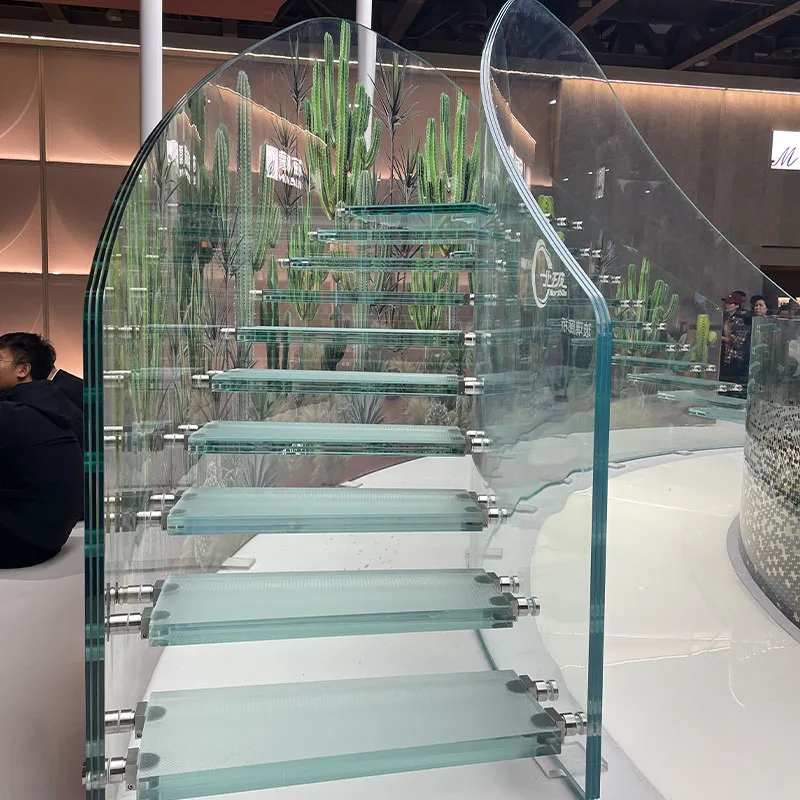
Самое больное место — стыковка гнутых элементов. Архитекторы любят рисовать идеальные сопряжения, а на практике разбежка в 2-3 мм по радиусу уже критична. Мы как-то делали стеклянный купол для атриума — так там пришлось переделывать все крепления, потому что монтажники не учли температурное расширение алюминиевого профиля. Теперь всегда делаем 3D-сканирование готовых элементов перед отгрузкой.
Ещё забавный случай был с матовым гнутым стеклом для санузлов. Заказчик требовал идеальную поверхность, а после моллирования проявились 'волны' — оказалось, проблема в кислотной обработке перед гнутьем. Пришлось переходить на абразивный мат с последующей полировкой — дороже, но стабильный результат. Кстати, эту технологию мы потом запатентовали.
И да, никогда не экономьте на термопарах в печи! Как-то раз сэкономили на двух датчиках — и получили партию с разной оптикой в пределах одного листа. Пришлось резать и пускать на более мелкие изделия. С тех пор у нас в гнуть стекло на заказ идёт минимум 12 контрольных точек по длине печи.
Что в итоге меняет подход к гнутью стекла
За 30 лет в отрасли понял главное: гнутьё — это не отдельная операция, а система взаимосвязанных процессов. От подготовки кромки (кстати, многие игнорируют полировку перед гнутьем — а зря) до финишного контроля на интерферометре. В ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы даже ввели должность технолога по криволинейным изделиям — потому что стандартный оператор печи не отследит всех нюансов.
Сейчас, кстати, интересный тренд пошёл — запросы на гнутые стекла с УФ-фильтром для музейных витрин. Там свои сложности — нельзя допускать цветовых искажений. Пришлось модернизировать печи с кварцевыми нагревателями вместо металлических. Но зато какой результат — пропускаем меньше 1% ультрафиолета при сохранении идеальной геометрии.
В общем, если резюмировать — гнуть стекло на заказ перестало быть экзотикой, но превратилось в точную инженерную дисциплину. Где каждый миллиметр радиуса, каждый градус нагрева и каждая секунда выдержки имеют значение. И да — никогда не верьте тем, кто говорит 'да мы так сто раз делали'. В гнутье каждый проект уникален, и это одновременно и сложность, и прелесть.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Художественное стекло 8
Художественное стекло 8 -
 Цельное гнутое стекло
Цельное гнутое стекло -
 Градиентное Ламинирование
Градиентное Ламинирование -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Многократно гнутое стекло
Многократно гнутое стекло -
 D-6 Индивидуальное художественное текстурированное стекло для домашнего декора
D-6 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Пуленепробиваемое стекло 4
Пуленепробиваемое стекло 4 -
 Огнестойкое стекло ссылка 2
Огнестойкое стекло ссылка 2 -
 Стекло с жалюзи
Стекло с жалюзи -
 Художественное стекло 3
Художественное стекло 3 -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1 -
 D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
Связанный поиск
Связанный поиск- Цветное стекло вазы цена
- Китай пвб прозрачное фасадное стекло основный покупатель
- Где в барнауле купить оконное стекло
- Китай инженерное стекло основный покупатель
- Китай стекло для коммерческих строительных крыш основный покупатель
- Стекло для душа в ванную комнату
- Китай двухслойное строительное пуленепробиваемое стекло производители
- Гнутое многослойное безопасное стекло
- Витраж сн3
- Китай художественное стекло производитель