
-


-


-


-


WeChat

-
WhatsApp


Искусственное производство стекла
Когда говорят об искусственном производстве стекла, многие сразу представляют автоматизированные линии с роботами – но на деле даже в 2023 году ключевые процессы всё ещё зависят от человеческого глаза и руки. Вот вам пример: на нашем производстве в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы до сих пор используется метод визуального контроля пузырей в стекломассе, хотя датчики стоят на каждом углу. Почему? Потому что алгоритмы до сих пор не улавливают те самые микроскопические дефекты, которые опытный мастер заметит с трёх метров.
Основные этапы производства
Начнём с подготовки шихты – тут вечная головная боль с чистотой компонентов. Помню, в 2018 году поставили партию соды с превышением серы всего на 0.2%, и вся партия закаленного стекла пошла с желтоватым оттенком. Пришлось перерабатывать 12 тонн – экономически катастрофа, но зато теперь у нас введён трёхступенчатый контроль сырья.
Плавление в печах при 1500°C – кажется, всё должно быть просто, но вот нюанс: если перегреть всего на 20 градусов, структура многослойного стекла меняется, и потом при ламинации появляются те самые 'призрачные узоры', которые клиенты терпеть не могут. Мы на https://www.ulianglass.ru даже сделали отдельный раздел с техническими рекомендациями, где объясняем, как избежать таких эффектов.
Формование – вот где искусство переплетается с технологией. Для огнестойкого стекла особенно важна скорость охлаждения: слишком быстро – появятся внутренние напряжения, слишком медленно – не успеет сформироваться защитный слой. Нашли компромисс методом проб и ошибок: сейчас используем каскадные воздушные завесы с точностью до ±5°C.
Специфика энергосберегающих покрытий
С LOW-E стеклом работаем с 2015 года, и до сих пор помню первые неудачи. Наносили напыление в вакуумной камере – вроде бы всё по технологии, а коэффициент эмиссии получался 0.05 вместо требуемых 0.02. Оказалось, проблема в остаточной влажности воздуха – даже 0.001% сводил на нет все усилия.
Сейчас используем многослойное магнетронное напыление, но и тут свои сложности. Например, для разных климатических зон приходится варьировать толщину серебряного слоя. В Сибири – один параметр, в Сочи – другой. Кстати, это отражено в наших карточках продуктов на сайте ООО Гуандун Юлиан Энергосберегающие Строительные Материалы – там есть рекомендации по регионам.
Интересный случай был с пуленепробиваемым стеклом для банковского сектора. Заказчик требовал соблюсти не только ГОСТ, но и свои внутренние стандарты – пришлось разрабатывать гибридную конструкцию с поликарбонатным слоем особой вязкости. Полгода экспериментов, но в итоге получили продукт с сопротивлением до 7.62×54 мм.
Оборудование и модернизация
Наше старейшее оборудование для отжига работает с 2009 года, но до сих пор выдаёт стабильный результат. Секрет в регулярной калибровке термопар – раз в две недели обязательно проверяем, хотя производитель рекомендует раз в квартал. Мелочь, а без неё искусственное производство стекла превращается в лотерею.
В 2021 году установили новую линию резки с ЧПУ – казалось бы, автоматика должна всё упростить. Ан нет, программировать резы для сложных архитектурных форм всё равно приходится вручную. Особенно для гнутых элементов – там компьютер часто 'не видит' оптимальную траекторию.
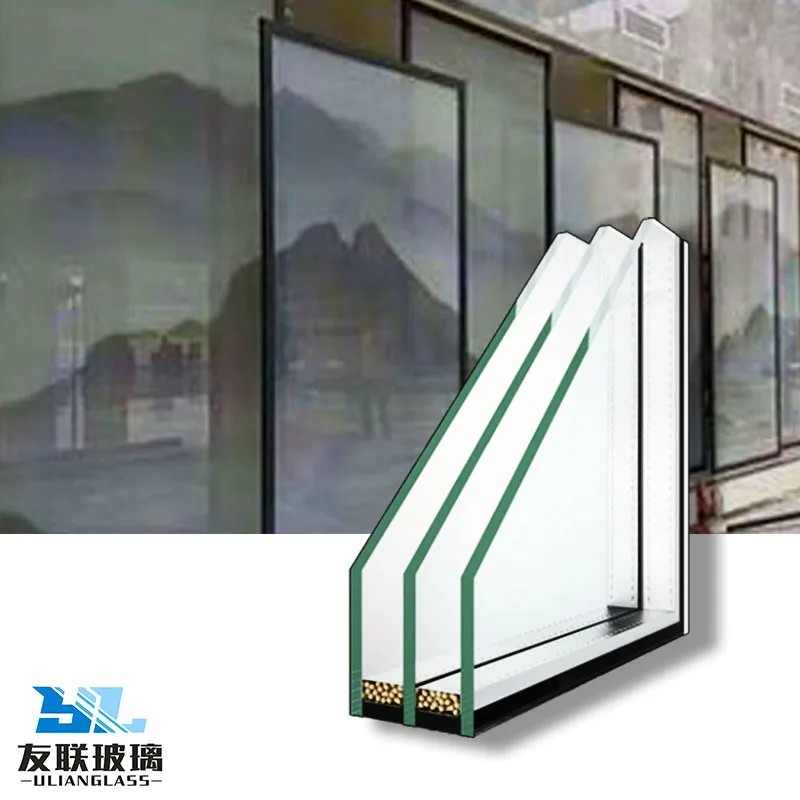
Самое сложное – комбинированные продукты. Например, изолирующее стекло с энергосберегающим покрытием и шумопоглощающими свойствами. Тут и точность сборки, и контроль герметичности, и подбор дистанционных рамок. На разработку такой конструкции ушло почти два года, зато теперь это наш флагманский продукт.
Контроль качества и брак
Система приёмочного контроля у нас жёсткая – каждый лист проверяют минимум по 15 параметрам. Но самый интересный этап – испытание на термошок. Для закаленного стекла доводим температуру до 250°C, затем резко охлаждаем. Если выдерживает 5 циклов – годится для фасадов, 10 циклов – для спецобъектов.
Брак бывает разный. Иногда – технологический, как те самые пузыри или свили. А иногда – субъективный: клиенту не понравился оттенок, хотя по нормам он в допуске. Для таких случаев держим образцы-эталоны разных партий – чтобы показать, что разница в пределах естественных колебаний.
Самые сложные случаи – когда дефект проявляется через месяцы. Например, межстёкольный конденсат в многослойном стекле. Чаще всего причина в микротрещинах по кромке, которые не видны при первичном контроле. Сейчас внедрили ультразвуковой контроль кромок – снизили рекламации на 37%.
Перспективы и вызовы
Сейчас экспериментируем с вакуумными стеклопакетами – технология сложная, но КПД теплоизоляции втрое выше. Проблема в герметизации – существующие бутиловые уплотнители не выдерживают длительного вакуума. Испытываем гибридные составы на основе серебра, но пока стабильность оставляет желать лучшего.
Экология – отдельная головная боль. Перешли на бессвинцовые составы для хрустальных эффектов, но пришлось пожертвовать коэффициентом преломления. Клиенты сначала ворчали, но теперь даже ценят – особенно европейские заказчики.
Если говорить о будущем искусственного производства стекла, то главный тренд – кастомизация. Уже сейчас 40% заказов – нестандартные решения. Вплоть до стекла с переменной прозрачностью или встроенными солнечными батареями. Наше преимущество в том, что за 30 лет работы накопили достаточно опыта для таких нестандартных задач – об этом подробно написано в разделе 'О компании' на нашем сайте.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
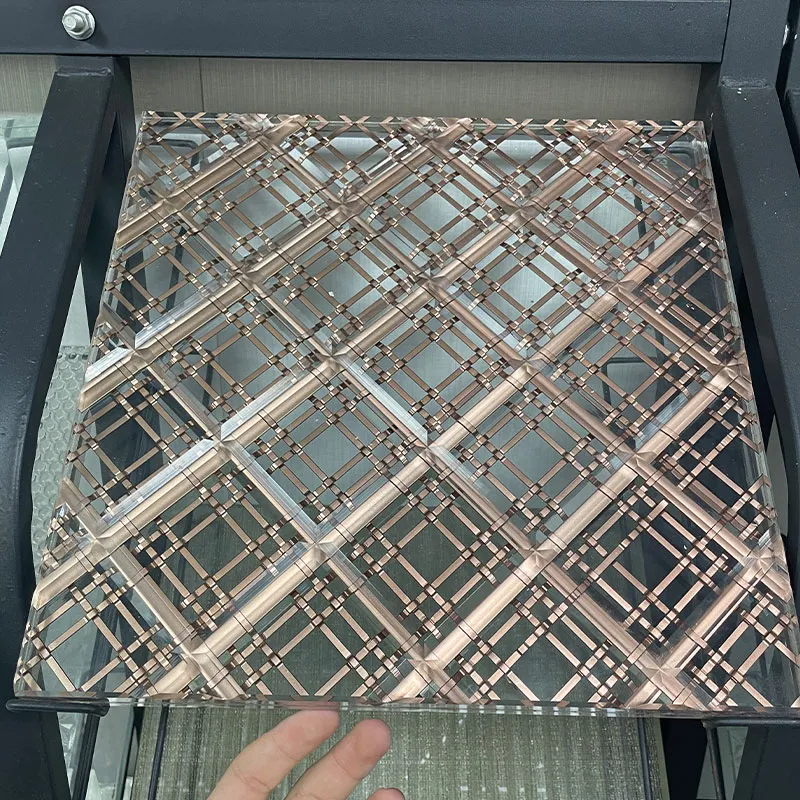 Художественное стекло 10
Художественное стекло 10 -
 Художественное стекло 11
Художественное стекло 11 -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Огнестойкое стекло ссылка 4
Огнестойкое стекло ссылка 4 -
 Художественное стекло-1
Художественное стекло-1 -
 Многослойное ламинированное стекло
Многослойное ламинированное стекло -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Художественное стекло 6
Художественное стекло 6 -
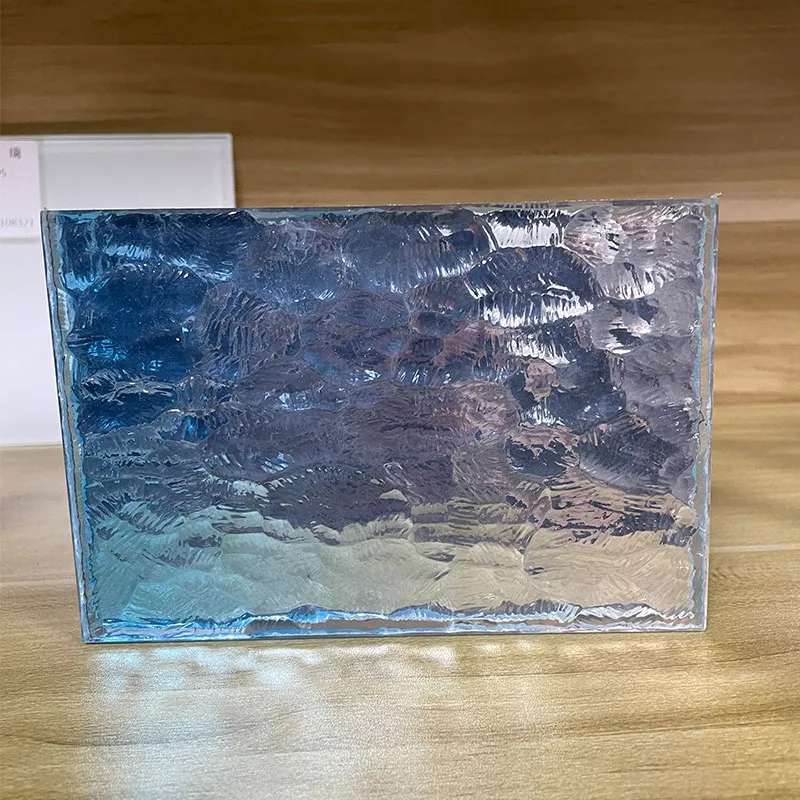
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Художественное стекло 7
Художественное стекло 7 -
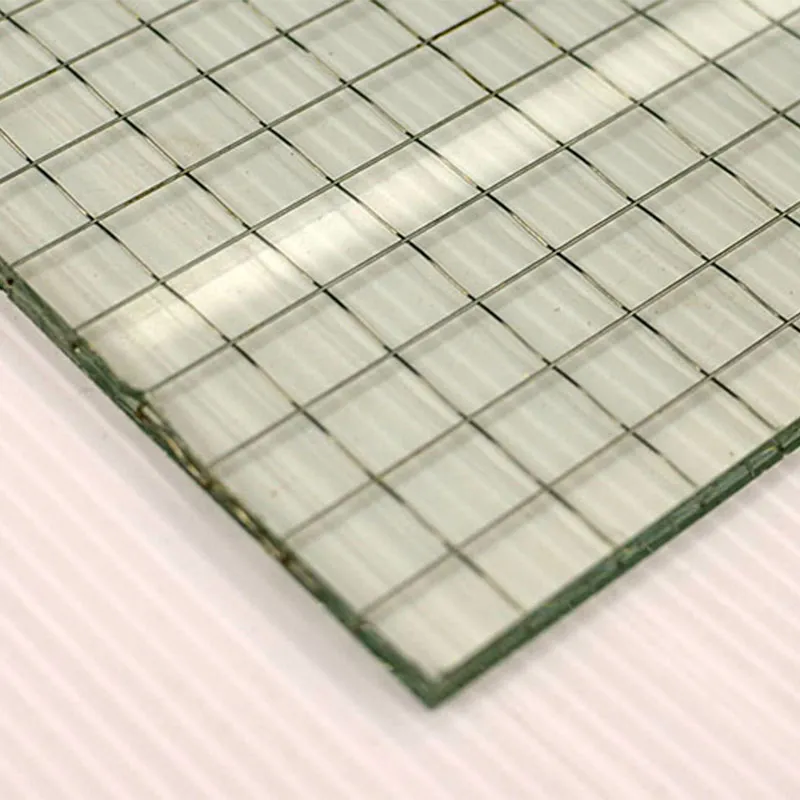 Армированное стекло
Армированное стекло
Связанный поиск
Связанный поиск- Китай гнутое стекло с эмалевым покрытием основный покупатель
- Первое оконное стекло
- Китай рабочий стол из закаленного стекла производители
- Стекло для душа 100 см
- Стекла рифленые цветные
- Китай цена с завода стекла основный покупатель
- Китай вакуумное закаленное низкоэмиссионное стекло основный покупатель
- Китай художественное стекло купить основный покупатель
- Китай художественное стекло санкт петербург основный покупатель
- Купить витраж цветной