
-


-


-


-


WeChat

-
WhatsApp


Моллированное стекло производство
Когда слышишь 'моллированное стекло', многие сразу представляют себе просто гнутый лист - но на деле это сложный технологический цикл, где каждый этап влияет на итог. В нашей практике на производстве моллированного стекла постоянно сталкиваемся с тем, что заказчики недооценивают важность подготовки заготовок.
Технологические тонкости гнутья стекла
Температурный режим - вот что определяет успех операции. Мы в Guangdong Yulian долго экспериментировали с нагревом до того, как вышли на стабильные 620-650°C для толщин 4-6 мм. Интересно, что для моллированного стекла с покрытием LOW-E приходится снижать температуру на 15-20 градусов, иначе покрытие 'поплывет'.
Формование - отдельная история. Помню, как в 2018 году делали партию арочных стекол для торгового центра в Сочи - пришлось трижды переделывать матрицу, потому что при охлаждении появлялись микротрещины в зонах максимального напряжения. Оказалось, проблема была в скорости обдува - верхние сопла работали на 10% интенсивнее нижних.
Сейчас для сложных геометрий мы используем предварительный подогрев заготовок до 180°C - это снижает термический шок. Но такая возможность есть не на всех линиях, многие коллеги до сих пор пренебрегают этим этапом, потом удивляются высокому проценту брака.
Оборудование и его капризы
Наша печь molirovki 2021 года выпуска позволяет одновременно обрабатывать до 12 стекол разной толщины - но это палка о двух концах. Приходится тщательно подбирать режимы для каждой позиции, иначе тонкие стекла перегреваются, а толстые недополучают температуру.
Система позиционирования - вечная головная боль. Датчики требуют калибровки после каждых 50 циклов, но некоторые операторы 'экономят' время... Результат - смещение на 2-3 мм, которое убивает всю геометрию. Приходится постоянно контролировать этот момент.
Охлаждающие камеры - отдельная тема. Идеально равномерный обдув - миф, всегда есть зоны с разной интенсивностью. Мы годами отрабатывали схемы расположения стекол в камере, чтобы компенсировать этот эффект. Для особо ответственных заказов типа огнестойкого моллированного стекла вообще используем каскадное охлаждение с тремя скоростными режимами.
Материаловедческие хитрости
Сырье - основа всего. Раньше думали, что любое флоат-стекло подойдет для гнутья, но практика показала - нужен специальный состав с повышенным содержанием магния. Иначе при изгибах появляются те самые 'паутинки', которые видны только под поляризатором.
Толщина - параметр, который многие недооценивают. Для радиусов менее 300 мм бессмысленно использовать стекло толще 6 мм - внутренние напряжения будут запредельными. Но и слишком тонкое стекло 3 мм может 'поплыть' при нагреве. Золотая середина - 4-5 мм для большинства архитектурных задач.
Покрытия - отдельный вызов. Наше энергосберегающее моллированное стекло с LOW-E требует особого подхода - напыление наносится ПОСЛЕ гнутья, иначе деформация слоя неизбежна. Пришлось перестраивать всю технологическую цепочку, но результат того стоил - сопротивление теплопередаче сохраняется на уровне 0,98 Вт/м2·°C даже после формовки.
Контроль качества: от теории к практике
Оптические искажения - бич моллированного стекла. Мы используем метод теневого проектирования, но на производстве проще - смотрим под углом 45° к источнику света. Если видим 'волны' - партия в утиль. Хотя для некоторых фасадных решений допускаются минимальные искажения, но это уже вопрос договоренностей с заказчиком.
Прочностные испытания - обязательный этап для каждого десятого изделия. Интересно, что моллированное стекло после закалки часто показывает прочность на 10-15% выше плоского аналога - видимо, из-за перераспределения напряжений в изогнутой плоскости.
Геометрические параметры - здесь сталкиваемся с парадоксом. Стекло может идеально ложиться в шаблон, но при монтаже выясняется несовпадение по крепежным точкам. Поэтому мы разработали систему 3D-сканирования готовых изделий - дорого, но экономит нервы при сдаче объектов.
Практические кейсы и решения
Зимний сад в Ростове-на-Дону - там пришлось делать гнутые стекла с переменным радиусом. Оказалось, стандартное оборудование не справляется - пришлось разрабатывать кастомную оснастку с подогревом краев. Результат - 98% выхода годных против обычных 85%.
Бассейн в Краснодаре - заказчик требовал многослойное моллированное стекло с PVB-пленкой. Проблема в том, что пленка плавится при температуре гнутья. Решение - предварительное формование каждого слоя с последующей вакуумной склейкой. Трудоемко, но безопасность того стоит.
Фасад бизнес-центра в Москве - здесь столкнулись с 'эффектом линзы'. Солнечные лучи фокусировались вогнутыми участками и плавили пластиковые элементы конструкции. Пришлось переделывать с изменением кривизны - добавили микровыпуклости для рассеивания света. Урок: всегда учитывайте не только архитектуру, но и траекторию солнца.
Экономика процесса и оптимизация
Себестоимость - главный камень преткновения. Многие думают, что производство моллированного стекла - это просто доплата 30% к цене плоского стекла. На деле - энергозатраты, амортизация оснастки, повышенный процент брака... Реальная надбавка 60-80%, и это без учета сложных geometries.
Сроки - отдельная боль. Стандартный цикл - 3-4 дня, но при сложных формах подготовка оснастки занимает до двух недель. Мы на ulianglass.ru всегда предупреждаем клиентов об этом - лучше заранее знать сроки, чем потом разбираться с просрочками.
Логистика - то, о чем многие забывают. Гнутые стекла нельзя штабелировать как обычные, нужны специальные кассетные контейнеры. Мы в ООО Гуандун Юлиан разработали систему многоразовой тары с сотовыми ячейками - снизили бой при перевозке с 7% до 0.8%.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Художественное стекло 8
Художественное стекло 8 -
 D-6 Индивидуальное художественное текстурированное стекло для домашнего декора
D-6 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Многослойный стеклопакет
Многослойный стеклопакет -
 Огнестойкое стекло ссылка 3
Огнестойкое стекло ссылка 3 -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Художественное стекло 3
Художественное стекло 3 -
 Гнутое стеклопакет
Гнутое стеклопакет -
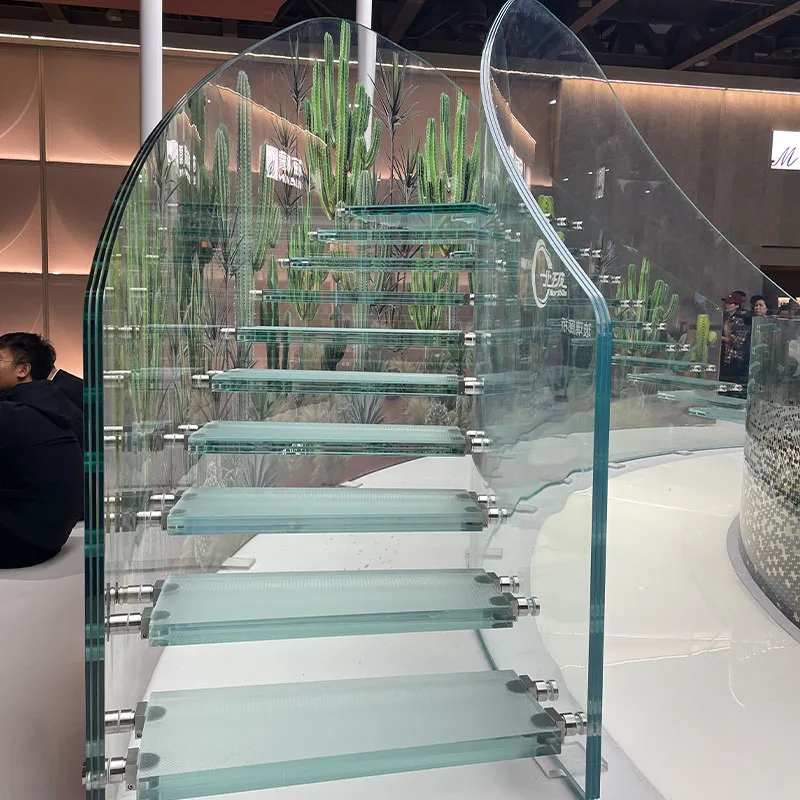 Лестница из гнутого стекла
Лестница из гнутого стекла -
 Пуленепробиваемое стекло 3
Пуленепробиваемое стекло 3 -
 Стекло с жалюзи
Стекло с жалюзи -
 Художественное стекло 5
Художественное стекло 5 -
 Пуленепробиваемое стекло 4
Пуленепробиваемое стекло 4
Связанный поиск
Связанный поиск- Стекло ребристое производство
- Закаленное стекло прочное
- Завод оконных стекол
- Китай огнестойкое стекло класса а основный покупатель
- Цветное стекло времен ссср
- Узорчатое стекло для межкомнатных
- Китай художественное цветное стекло основный покупатель
- Производство стекла матовый
- Производство стекол для спецтехники
- Стекло 12 мм цена