
-


-


-


-


WeChat

-
WhatsApp


Отделывать
Если говорить про отделку стекла, многие до сих пор представляют себе просто шлифовку кромки. Но в промышленных масштабах отделывать — это целый комплекс операций, где каждая деталь влияет на конечный результат. Часто заказчики не до конца понимают, почему, скажем, просто отполированный край может в итоге привести к трещинам при монтаже.
Эволюция подходов к обработке кромки
Раньше, лет 15 назад, многие ограничивались абразивами грубых фракций — главное, чтобы не резалось. Но практика показала: даже микроскопические заусенцы под нагрузкой становятся концентраторами напряжения. В ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы прошли путь от ручного фрезерования до ЧПУ-станков с водяным охлаждением. Помню, как в 2010-х пробовали комбинировать алмазные диски с последующей полировкой войлочными кругами — казалось, идеально. Но на крупных партияях войлок быстро изнашивался, и качество становилось неравномерным.
Сейчас для закаленного стекла используем каскадную обработку: сначала фреза с зернистостью 120, потом 400, и финиш — 3000 грит с одновременной подачей суспензии. Важно не перегреть кромку — иначе внутренние напряжения в стекле перераспределятся непредсказуемо. Как-то раз на спешке пропустили контроль температуры — вроде бы визуально всё гладко, но через неделю 12% панелей дали микротрещины от точечного нагрева солнцем.
Кстати, ошибочно думать, что полировка нужна только для эстетики. Для многослойного стекла, например, качество кромки напрямую влияет на долговечность герметизации. Если есть микроволнистость — через год-два по шву может пойти расслоение.
Особенности отделки энергосберегающих покрытий
С LOW-E стеклом история отдельная. Покрытие чувствительно к малейшим царапинам, но и оставлять непроработанную кромку нельзя — будет точка утечки тепла. Мы в Юлиан долго экспериментировали с защитными пленками во время обработки. Стандартная малярная лента не подходит — под давлением воды отслаивается. В итоге разработали метод двойного экранирования: сначала наносим акриловый состав на зону реза, потом — термостойкую пленку.
Интересный случай был с огнестойким стеклом для одного московского бизнес-центра. По спецификации требовалась матовая кромка, но при стандартной абразивной обработке терялся предел огнестойкости. Пришлось комбинировать лазерный гравер с последующей химической полировкой — получилось добиться и текстуры, и сохранения характеристик.
Кстати, на сайте https://www.ulianglass.ru мы как раз выложили технические памятки по этому типу обработки — там есть нюансы по скоростям вращения шпинделя для разных типов покрытий.
Ошибки при отделке гнутых стекол
С гнутыми элементами отделка превращается в высший пилотаж. Обычные ЧПУ-станки не подходят — кривизна постоянно меняет угол контакта инструмента. Помню, как в 2018 году пробовали адаптировать роботизированную руку KUKA для полировки арочных стекол. Казалось, всё просчитали — но не учли упругости самого стекла. При давлении больше 2 Н/см2 заготовка начинала вибрировать, получалась ?рябь?.
Сейчас используем вакуумные прижимы с адаптивной геометрией — дорого, но иначе невозможно обеспечить равномерность. Кстати, для пуленепробиваемых стекол это особенно критично — любая неравномерность кромки снижает стойкость к ударным нагрузкам.
Важный момент: при отделке гнутых стекол нельзя использовать водяное охлаждение в стандартном режиме — вода скапливается в зонах с отрицательной кривизной. Пришлось разрабатывать систему воздушно-капельного охлаждения с отсосом.
Нюансы декоративной отделки
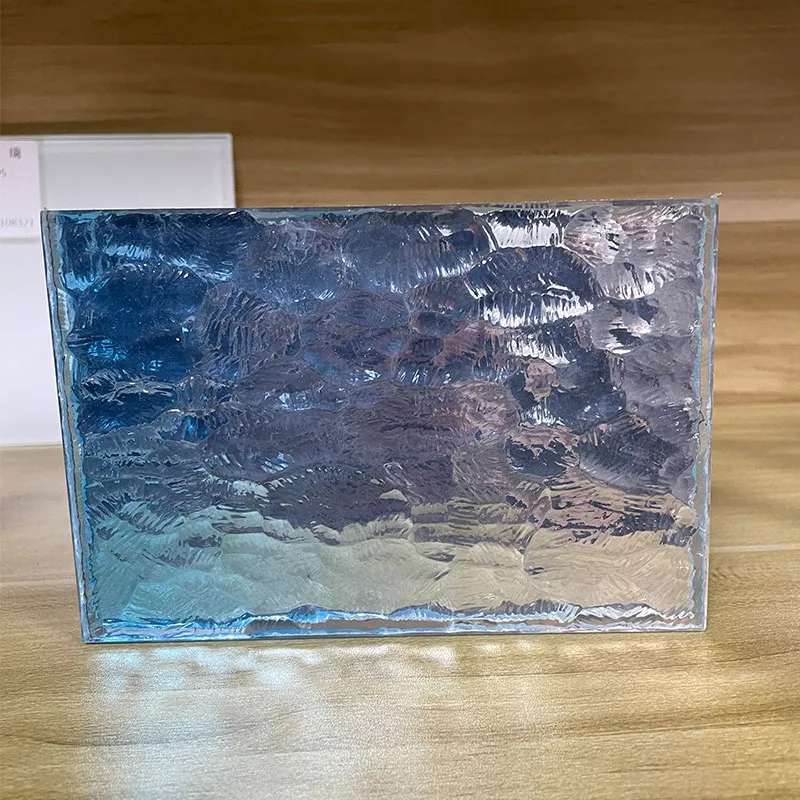
Когда клиенты просят ?сделать красиво? — это самый неоднозначный запрос. Красота в отделке стекла достигается не добавлением украшений, а точностью исполнения. Например, фацетная кромка только кажется простой — но если угол скола хоть на полградуса отличается от расчетного, светопреломление будет неравномерным.
У нас был проект с концертным залом — там требовалось стекло с волнообразной кромкой. Сделали на первый взгляд идеально, но при монтаже выяснилось: акустические отражатели работают некорректно. Оказалось, ритм волн на кромке создавал паразитные резонансы. Пришлось переделывать с привлечением акустиков.
Сейчас для декоративных элементов мы всегда делаем тестовые образцы 300×300 мм — недорого, но позволяет избежать дорогостоящих переделок. Этот подход ООО Гуандун Юлиан Энергосберегающие Строительные Материалы отрабатывала годами — в итоге снизили процент брака по декоративным заказам с 18% до 3,5%.
Технологические пределы и что дальше
Современное оборудование позволяет отделывать стекло с точностью до микрона, но всегда есть физические ограничения. Например, для толщин менее 3 мм невозможно одновременно обеспечить и идеальную кромку, и отсутствие термических деформаций. Иногда клиенты требуют невозможного — тут важно не идти на поводу, а объяснять физику процесса.
Сейчас экспериментируем с плазменной полировкой — метод дорогой, но для медицинского стекла незаменим. Там где механическая обработка оставляет микропоры, плазма создает практически мономолекулярный слой.
Если смотреть вперед — думаю, лет через пять искусственный интеллект будет подбирать параметры отделки под конкретные условия эксплуатации. Уже сейчас наши инженеры собирают базу данных по отказам — анализируем, при каких режимах обработки стекло служит дольше. Как показала практика, иногда незначительное увеличение времени обработки на 15% дает прирост долговечности на 40%.
В целом, отделка стекла — это не про то, чтобы просто ?сделать ровно?. Это всегда компромисс между технологическими возможностями, экономикой и требованиями заказчика. И чем больше практики — тем яснее видишь, где можно сэкономить, а где лучше перестраховаться.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Стекло с жалюзи
Стекло с жалюзи -
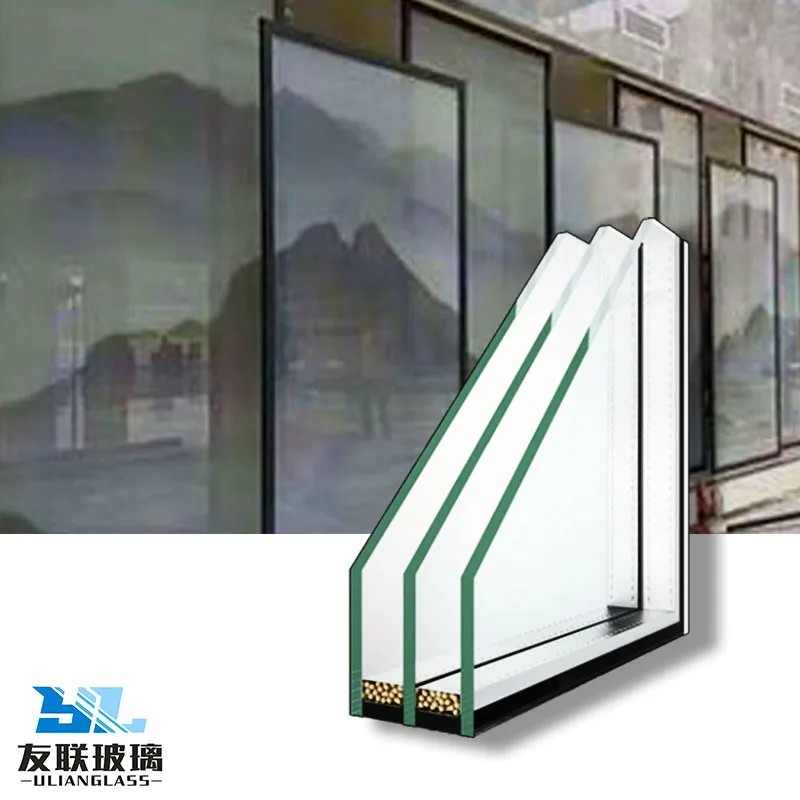 Многослойный стеклопакет
Многослойный стеклопакет -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Пуленепробиваемое стекло 3
Пуленепробиваемое стекло 3 -
 Художественное стекло 3
Художественное стекло 3 -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Градиентное Ламинирование
Градиентное Ламинирование -
 Художественное стекло-1
Художественное стекло-1 -
 Огнестойкое стекло ссылка 2
Огнестойкое стекло ссылка 2 -
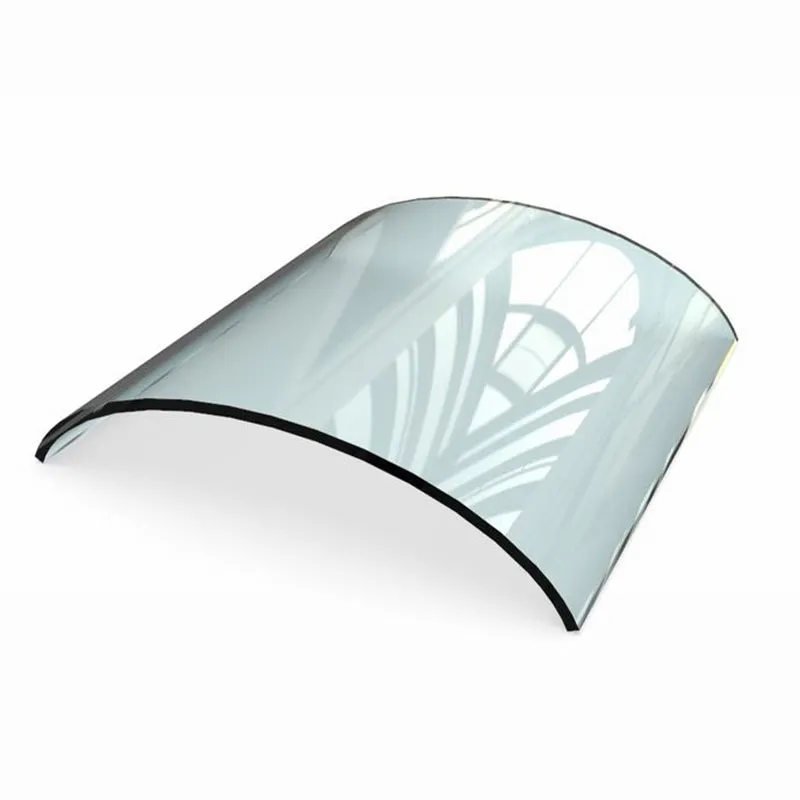 Цельное гнутое стекло
Цельное гнутое стекло -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2
Связанный поиск
Связанный поиск- Китай профессиональный стекольный завод производитель
- Китай гнутое многослойное безопасное стекло основный покупатель
- Художественное стекло купить в спб
- Бронированное пуленепробиваемое стекло
- Стекло термостойкое 4 мм
- Китай художественные стекла и зеркала производители
- Стеклянный завод или стекольный
- Купить стекло для поддона душа
- Производство оконного стекла
- Изготовление каминных дверей со стеклом на заказ