
-


-


-


-


WeChat

-
WhatsApp


Производители гнутого стекла
Когда слышишь 'производители гнутого стекла', сразу представляются какие-то высокотехнологичные комплексы с роботами – но на деле 80% проблем начинаются с банального непонимания физики нагрева. Лично видел, как в Подмосковье пытались гнуть закалённое стекло, предварительно отжигая его... Результат предсказуем – горы битого стекла и испорченные печи.
Технологические тонкости, которые не пишут в учебниках
Вот смотрите – многие до сих пор путают холодную и горячую гибку. Холодная идёт только для радиусов от 3 метров, да и то с риском микротрещин. А для сложных арок нужен нагрев до 620-650°C с точностью ±5 градусов – но ни один китайский терморегулятор этого не обеспечит. Приходится либо переплачивать за немецкие печи, либо идти на риск.
Кстати про гнутое стекло – у нас был заказ на панорамные витрины для бутика в ЦУМе. Сделали идеальные арки, но клиент не учёл температурные швы в алюминиевом профиле... Через полгода стекло лопнуло по кромке. Теперь всегда требуем чертежи смежников.
Особенно сложно с триплексом – если неправильно подобрать толщину ПВБ-плёнки, при гибке появляются пузыри. Пришлось с третьего раза выходить на параметры: для радиуса 800 мм – плёнка 1.52 мм, прогрев по зонам с выдержкой 12 минут.
Оборудование, которое действительно работает
После того печального опыта с отжигом, мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы полностью пересмотрели подход к печам. Сейчас используем конвейерные установки с 9-зонным нагревом – дорого, но зато брак упал с 40% до 7%.
Кстати, наш технолог открыл эмпирический способ: если добавить вторую стадию прогрева при 480°C для стёкол толщиной более 8 мм – внутренние напряжения распределяются равномернее. Проверяли на партии гнутого закалённого стекла для балюстрад в 'Лахта Центре' – ни одного случая разрушения за 2 года.
А вот с гнутым многослойным стеклом пришлось экспериментировать дольше. Стандартные автоклавы не подходят – нужно давление не более 8 атмосфер при температуре 130°C, иначе плёнка выдавливается. Сделали кастомную установку, теперь можем гнуть даже огнестойкое стекло до EI-60.
Типичные ошибки заказчиков
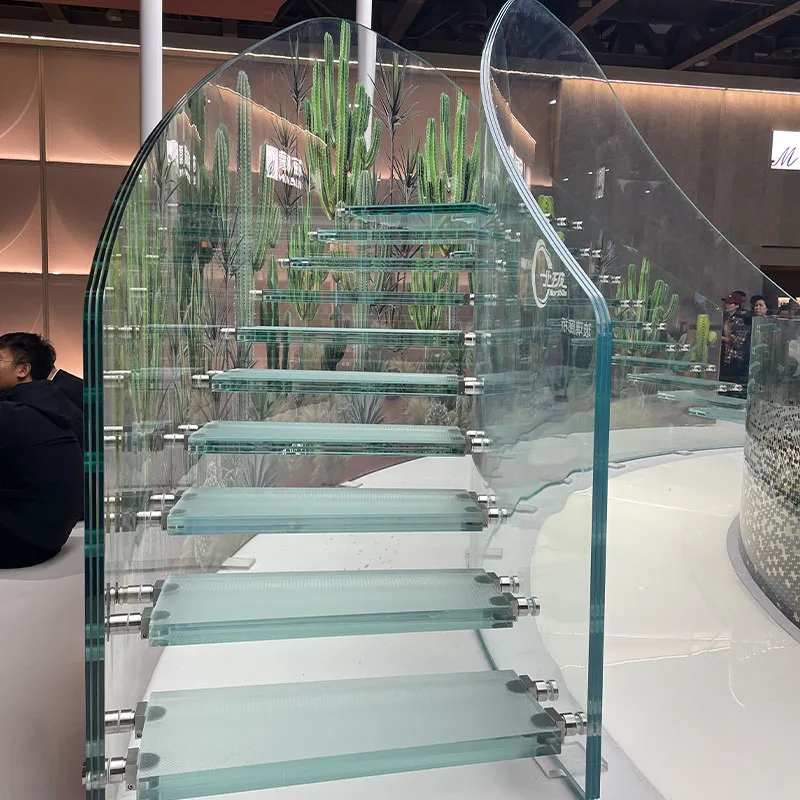
Чаще всего клиенты требуют невозможного – например, гнуть стекло с уже нанесённой шелкографией. Краска выгорает при 600°C, приходится объяснять про последовательность операций. Или другой случай – хотели сделать гнутую стеклянную лестницу с радиусом 300 мм при толщине 12 мм... Пришлось отказаться, хотя деньги были хорошие.
Ещё больная тема – чертежи. Архитекторы часто рисуют идеальные радиусы, не учитывая допуски на прогиб печных роликов. В итоге получается эллипс вместо круга. Теперь всегда просим пробные образцы 300×300 мм.
Кстати, про энергосберегающее стекло LOW-E – его гнуть сложнее из-за напыления. Нужно особо точное поддержание температуры: если перегреть хотя бы на 20°C – покрытие мутнеет. Нашли компромисс – сначала гнём, потом напыляем, но это дороже на 25%.
Материаловедческие нюансы
Составы стёкол от разных производителей гнутого стекла ведут себя по-разному. Например, флоат-стекло от AGC гнётся при более низких температурах, чем китайские аналоги – разница до 35°C. Это критично при массовом производстве.
Помню, взяли партию дешёвого стекла из ЮВА – вроде бы по ГОСТу подходит. Но при гибке пошла волна оптических искажений. Оказалось – неравномерная толщина по краям, отклонение всего 0.3 мм, но для арок это смертельно.
Сейчас в ООО Гуандун Юлиан ввели обязательный замер толщины в 9 точках для каждого листа. Трудоёмко, зато рекламаций стало втрое меньше. Кстати, для гнутых фасадов вообще идеально брать стёкла с допуском ±0.1 мм – но таких на рынке мало.
Перспективы и ограничения технологии
Сейчас экспериментируем с гнутым стеклом для витражей – нужно совместить гибку с фьюзингом. Пока получается только простые геометрические узоры, сложные композиции ведут при нагреве. Возможно, нужно менять состав стекла.
Интересное направление – гнутое пуленепробиваемое стекло. Сделали пробный образец класса BR4 с радиусом 1.2 метра – прошёл испытания, но вес получился 180 кг/м2. Для практического применения слишком тяжело.
В целом, рынок гнутого стекла растёт, но медленно. Основной сдерживающий фактор – не цена, а недоверие архитекторов. После случаев с самопроизвольным разрушением в 2010-х годах многие до сих пор требуют тройной запас прочности. Приходится делать лишние расчёты и испытания, но это того стоит – надёжность важнее скорости.
Практические советы по выбору подрядчика
Когда обращаетесь к производителям, сразу спрашивайте про систему контроля температуры в печи – если говорят про 'автоматику' без конкретики, это тревожный знак. Нужны точные цифры и графики термопар.
Обязательно запросите фото реальных объектов – не рендеры! Особенно интересуйтесь узлами примыкания к конструкциям. Мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы всегда показываем архив с 200+ реализованных проектов – от гнутых козырьков до сложных светопрозрачных куполов.
И главное – не экономьте на пробных образцах. Лучше потратить 2-3 недели на испытания, чем потом разбираться с последствиями. Как показала наша 30-летняя практика, именно на этапе тестов выявляется 90% потенциальных проблем.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Полое Цветное Глазурованное
Полое Цветное Глазурованное -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1 -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора -
 D-2 Индивидуальное художественное текстурированное стекло для домашнего декора
D-2 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Пуленепробиваемое стекло 1
Пуленепробиваемое стекло 1 -
 Художественное стекло-1
Художественное стекло-1 -
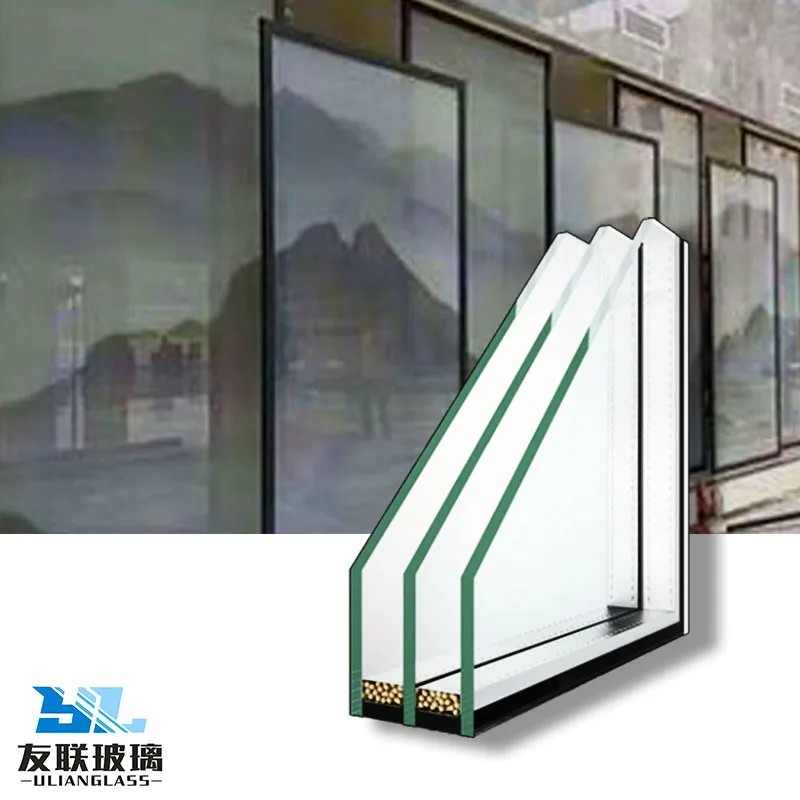 Многослойный стеклопакет
Многослойный стеклопакет -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Художественное стекло 7
Художественное стекло 7 -
 Гнутое стеклопакет
Гнутое стеклопакет
Связанный поиск
Связанный поиск- Китай гнутое стекло для строительства производитель
- Где купить цветное стекло
- Производство авто стекол
- Витраж сердца
- Гнутое стекло цена
- Бесцветное стекло флоат м1 4 мм
- Изготовление художественного стекла
- Солнечное теплоизоляционное стекло для теплиц
- Искусственное производство стекла
- Производство технического стекла