
-


-


-


-


WeChat

-
WhatsApp


Производство автомобильных стекол
Когда говорят про производство автомобильных стекол, часто представляют просто лист стекла, который гнут и вставляют в раму. На деле же это многослойная система, где каждый миллиметр просчитан – и всё равно иногда получаются огрехи, которые видишь только при установке на конвейере.
Технологические нюансы ламинирования
ПВБ-плёнка – та самая, что не даёт стеклу рассыпаться при ударе – должна иметь строгую влажность в цехе. Помню, как на старой линии в Подмосковье летом приходилось ставить дополнительные осушители: конденсат на металлических направляющих вызывал микроскопические пузырьки по кромкам. Клиент тогда вернул партию для Kia – пришлось переделывать весь заказ.
Сейчас на новом оборудовании такие проблемы редки, но появились другие. Например, китайские автоматические раскройные станки иногда 'не видят' дефекты на тёмном стекле – приходится держать оператора для выборочного контроля каждого десятого листа. Хотя в производстве автомобильных стекол давно пора бы переходить на полную автоматизацию контроля.
Кстати, о толщине: для грузовиков до сих пор иногда заказывают триплекс из стёкол разной толщины – скажем, 2.5+2.5 мм вместо стандартных 2+2. Объясняют это вибрацией. Но на практике такая конструкция часто приводит к образованию волн при ламинировании – приходится увеличивать температуру пресса, что рискованно для промежуточного слоя.
Проблемы геометрии сложных кузовов
Современные лобовые стёкла с двойным изгибом – это отдельная головная боль. Особенно для кабриолетов, где радиус скругления может меняться трижды на одном контуре. Нагревательная печь должна иметь как минимум шесть зон контроля температуры, иначе в одних участках стекло будет перегрето, в других – недогрето.
Был случай с одним немецким производителем спортивных авто: трижды переделывали оснастку для боковых стёкол, потому что при тестовой установке зазор составлял 0.3 мм против допустимых 0.1. Причина оказалась в том, что мы не учли температурное расширение алюминиевой формы при непрерывной работе.
Сейчас для таких заказов используем композитные материалы для оснастки – дороже, но стабильнее. Хотя и здесь есть нюанс: при больших тиражах композит начинает 'уставать', и после 5000 оттисков геометрия уплывает на 0.05-0.08 мм. Для массовых моделей это некритично, но для премиум-сегмента приходится менять оснастку чаще.
Энергосберегающие покрытия и их особенности
LOW-E покрытие для автомобилей – не то же самое, что для архитектурного стекла. Здесь важнее стойкость к абразивному воздействию дворников и химии омывателя. Стандартное покрытие pyrolytic держится лучше, но его светопропускание хуже – особенно в зелёном спектре, что критично для распознавания сигналов светофора.
В производстве автомобильных стекол с покрытием LOW-E часто возникает проблема с закалкой: плёнка искажает температурные поля в печи. Приходится замедлять конвейер на 15-20%, что снижает производительность линии. Для массового производства это неприемлемо – поэтому многие переходят на magnetron-sputtered покрытия, которые наносятся после закалки.
Кстати, компания ООО Гуандун Юлиан Энергосберегающие Строительные Материалы (https://www.ulianglass.ru) как раз предлагает интересные решения по комбинированию покрытий – их технолог как-то показывал образец с двойным слоем silver-oxide, который не желтеет со временем. Редкость для рынка.
Контроль качества: между ГОСТ и реальностью
Оптические искажения проверяют по старинке – визуально через специальные фильтры. Автоматические системы дороги и часто 'не понимают' субъективные дефекты, которые заметит водитель. Например, едва уловимое двоение контуров при взгляде под углом 45 градусов – такой дефект может быть допущен по техрегламенту, но водители будут жаловаться на усталость глаз.
Для премиум-брендов разработали специальную методику: стекло устанавливают на стенд с проектором и измеряют отклонение луча с шагом 5 градусов. Но это занимает 20 минут на одно стекло – для конвейера неприемлемо. Поэтому выборочно проверяют 1 из 100 стёкол.
Самое сложное – поймать 'плавающие' дефекты, которые проявляются только при определённой температуре. Был скандал с одной партией для северных регионов: при -35°С появлялась микротрещина в зоне крепления зеркала заднего вида. Оказалось, виноват был клей, который не учли при расчёте термических напряжений.
Перспективы и тупиковые ветви развития
Умные стёкла с подогревом, антеннами и камерами – это, конечно, будущее. Но сколько проблем с электромагнитной совместимостью! Особенно когда в стекло встраивают нагревательные нити и GPS-антенну одновременно – они начинают мешать друг другу. Приходится разрабатывать сложные схемы экранирования.
Пробовали делать стекло с проекционным дисплеем для одной немецкой марки – технология оказалась тупиковой. Из-за многослойной структуры изображение двоилось, а устранить это можно было только увеличением толщины стекла на 3 мм, что недопустимо по весу.
Сейчас экспериментируем с наноструктурированными покрытиями, которые отталкивают воду без использования дворников. Пока держится не более года – под воздействием ультрафиолета и дорожной химии гидрофобные свойства ослабевают. Но в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы (https://www.ulianglass.ru), судя по их исследованиям, близки к решению – их образцы выдерживают уже 500 циклов мойки щётокми без потери эффекта.
Экономика против технологии
Себестоимость – главный враг качества. Особенно когда заказчик требует снизить цену на 10%, а сырьё дорожает. Начинаешь искать, где сэкономить – и часто экономят на мелочах, которые потом выливаются в проблемы. Например, уменьшают ширину чёрной керамической каймы на 0.5 мм – а потом оказывается, что клей под обивкой просвечивает.
Логистика – отдельная статья. Перевозка готовых стёкол требует специальных креплений, иначе появляются микротрещины по кромкам. Особенно для панорамных крыш – их перевозить можно только в вертикальном положении, что сокращает вместимость фуры втрое.
Интересно, что китайские конкуренты иногда предлагают невероятно низкие цены – но когда разбираешь их образцы, понимаешь, что они используют устаревшее оборудование с низким процентом выхода годной продукции. В итоге экономия призрачная. Компания с сайта https://www.ulianglass.ru в этом плане держит разумный баланс – не самые дешёвые, но стабильное качество, что в долгосрочной перспективе выгоднее.
В общем, производство автомобильных стекол – это постоянный компромисс между физикой, технологией и экономикой. Идеального стекла не существует – есть оптимальное для конкретных условий и бюджета. Главное – не забывать, что за каждым стеклом сидит человек, который не должен отвлекаться на блики или искажения.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Гнутое стекло
Гнутое стекло -
 Полое Цветное Глазурованное
Полое Цветное Глазурованное -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора -
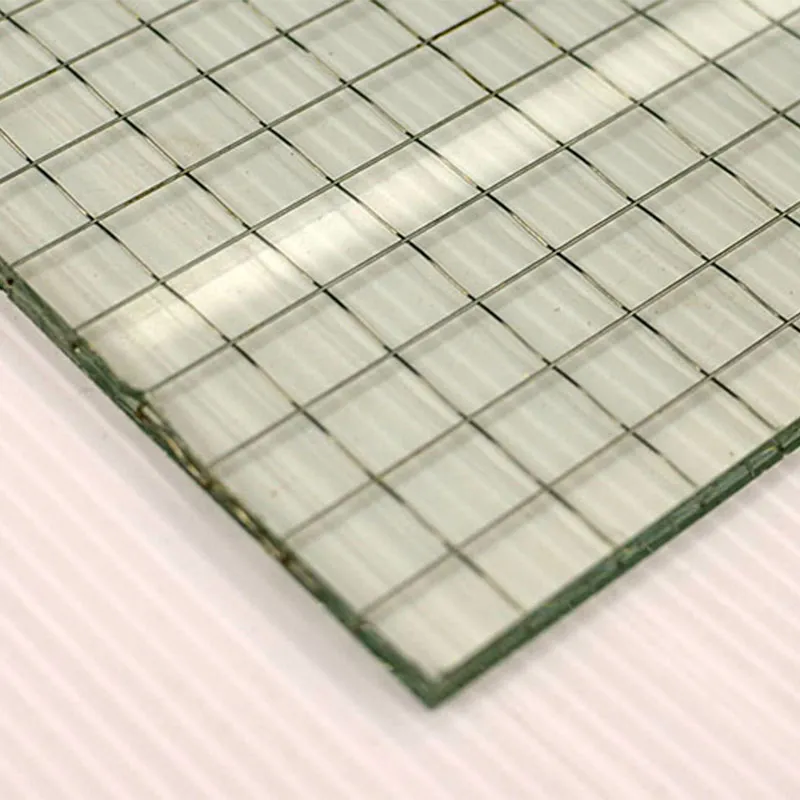 Армированное стекло
Армированное стекло -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Художественное стекло 9
Художественное стекло 9 -
 Художественное стекло 3
Художественное стекло 3 -
 Художественное стекло 6
Художественное стекло 6 -
 Индивидуальное Морское Синее Стекло
Индивидуальное Морское Синее Стекло
Связанный поиск
Связанный поиск- Гусь хрустальный цветное стекло
- Стекло оконное купить в чертаново
- Китай sgp прозрачное закаленное многослойное стекло производители
- Стекло закаленное 12 мм цена
- Китай европейское серое стекло основный покупатель
- Китай фасонное закаленное стекло основный покупатель
- Китай художественное стекло 5 класс производитель
- Китай бытовые окна с распашными створками производители
- Прокатное узорчатое стекло
- Гнутое стекло на заказ в спб