
-


-


-


-


WeChat

-
WhatsApp


Производство лобового стекла автомобиля
Когда говорят про производство лидского стекла, многие представляют просто лист стекла, которому придали изгиб. На деле же это многослойная система, где каждый слой работает на безопасность. Часто забывают, что современное автостекло — это не просто преграда от ветра, а элемент жесткости кузова и основа для работы систем ADAS.
Технологические нюансы, о которых не пишут в учебниках
Вот с чем сталкиваешься на практике: даже при идеальной геометрии пресс-формы может возникнуть 'эффект оптического искажения' по краям изгиба. Особенно критично для лобовых стекол — водители начинают жаловаться на усталость глаз. Мы в свое время потратили полгода, чтобы подобрать температурный режим, минимизирующий этот эффект. Помогло ступенчатое охлаждение с выдержкой при 280°C.
Работая с лобовыми стеклами для коммерческого транспорта, столкнулись с парадоксом: при увеличении кривизны стекла для обтекаемости кабины резко падала стойкость к каменным ударам. Пришлось пересматривать состав PVB-пленки — перешли на многослойный вариант с полимерной прослойкой, хоть это и удорожает процесс на 12-15%.
Сейчас многие производители экономят на кромочной обработке, но именно здесь часто начинаются микротрещины. Наше ноу-хау — двойная фаска с полировкой ультразвуком. Да, это лишние 20 секунд на цикл, но снижает брак при установке на 7%.
Материаловедческие тонкости
Стекло для производства автостекол должно иметь строгий химический состав — малейшее отклонение в содержании железа приводит к изменению светопропускания. Как-то получили партию с показателем 78% вместо требуемых 80% из-за некондиционного доломита. Пришлось перерабатывать весь объем в стекла для боковых окон с менее строгими нормативами.
Интересный случай был с заказом для северных регионов: при -45°C лобовые стекла начинали 'млеть' — появлялась мутность по контуру. Оказалось, проблема в пластификаторах в герметике. Перешли на морозостойкие составы, хотя они дороже в 2,3 раза.
Современные тенденции — интеграция нагревательных элементов и антенн непосредственно в стекло. Технология TriGlass от AGC интересна, но требует перестройки всей производственной линии. Мы пока тестируем гибридный вариант с напылением — дешевле, но долговечность под вопросом.
Оборудование и его капризы
Печи для закалки — отдельная головная боль. Идеальный температурный профиль для автомобильного стекла достигается только при равномерном прогреве по всей площади. Любая турбулентность — и получаем 'апельсиновую корку'. На нашем производстве пришлось устанавливать дополнительные экраны для выравнивания потоков.
Гидравлические прессы с ЧПУ — казалось бы, надежное оборудование. Но при формовании сложных кривизн (например, для лобовых стекл спортивных автомобилей) возникает эффект 'обратного прогиба'. Решили проблему, добавив промежуточную стадию предварительного прогрева до 600°C с выдержкой 40 секунд.
Системы контроля — вот где технологии шагнули вперед. Раньше дефекты искали вручную, сейчас используем лазерные сканеры с ИИ. Но и они ошибаются: путают пылинки с пузырями. Приходится держать оператора для верификации спорных случаев.
Специфика работы с российским рынком
Климатические особенности России диктуют особые требования к производству лобовых стекол. Стандартная европейская продукция не всегда выдерживает перепады температур от -50°C до +40°C. Пришлось разрабатывать специальный клей-герметик с увеличенным коэффициентом температурного расширения.
Дорожные условия — отдельная тема. Повышенная абразивная нагрузка требует усиленного наружного слоя. В сотрудничестве с ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы адаптировали состав стекломассы — увеличили содержание оксида алюминия до 2,3%. Решение оказалось удачным: стойкость к царапинам выросла на 40%.
Что касается нормативов, то ГОСТ Р 41.43-2005 менее строгий, чем европейские ECE R43. Но мы добровольно сертифицировали часть продукции по международным стандартам — это открыло экспортные возможности. Подробности наших стандартов можно найти на https://www.ulianglass.ru в разделе технических спецификаций.
Экономика производства: что действительно важно
Себестоимость лобового стекла на 60% определяется сырьем. Переход на отечественные компоненты сэкономил 15%, но пришлось донастраивать технологические цепочки. Например, местные кварцевые пески требуют дополнительной магнитной сепарации.
Логистика — неочевидная статья расходов. Перевозка готовых стекол требует специальных креплений, иначе микротрещины гарантированы. Разработали многоразовые контейнеры с пневмоподвеской — снизили бой при транспортировке с 3,2% до 0,8%.
Опыт ООО Гуандун Юлиан в производстве энергосберегающих стекол помог нам освоить напыление LOW-E покрытий на автомобильные стекла. Правда, для лобовых это пока нерентабельно — слишком высокие требования к светопропусканию. Зато для стекол крыши технология прижилась.
Перспективы и тупиковые направления
Умные стекла с изменяемой прозрачностью — модно, но пока нежизнеспособно для массового производства автомобильных стекол. PDLC-пленки снижают прочность на 25%, а стоимость возрастает в 7 раз. Возможно, через 5-7 лет технологии сделают рывок.
Направление, которое себя оправдало — интеграция камер и датчиков. Но здесь нюанс: нужно учитывать коэффициент преломления. Стандартное стекло искажает изображение на 0,3% — для систем распознавания знаков это критично. Пришлось разрабатывать спецстекло с коррекцией оптических искажений.
Интересный опыт получили при работе над стеклами с обогревом зоны дворников. Казалось бы, просто добавить нити накала. Но выяснилось, что при частых циклах включения-выключения возникает локальный перегрев до 120°C — выше точки плавления герметика. Решили проблемой зонированием подогрева с разной плотностью элементов.
Если подводить итоги, то главный вывод за 30 лет работы: производство лобового стекла — это постоянный компромисс между прочностью, оптикой и стоимостью. Идеального решения нет, есть оптимальное для конкретных условий. Как показывает практика нашей компании, описанной на https://www.ulianglass.ru, успех определяется вниманием к сотням мелких деталей, а не одной прорывной технологией.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
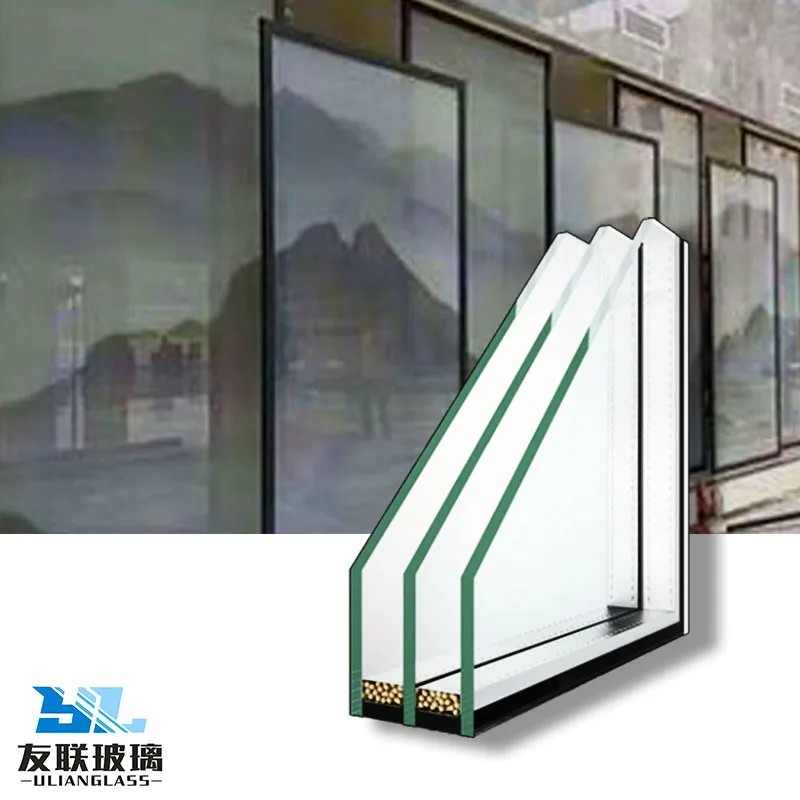 Многослойный стеклопакет
Многослойный стеклопакет -
 D-6 Индивидуальное художественное текстурированное стекло для домашнего декора
D-6 Индивидуальное художественное текстурированное стекло для домашнего декора -
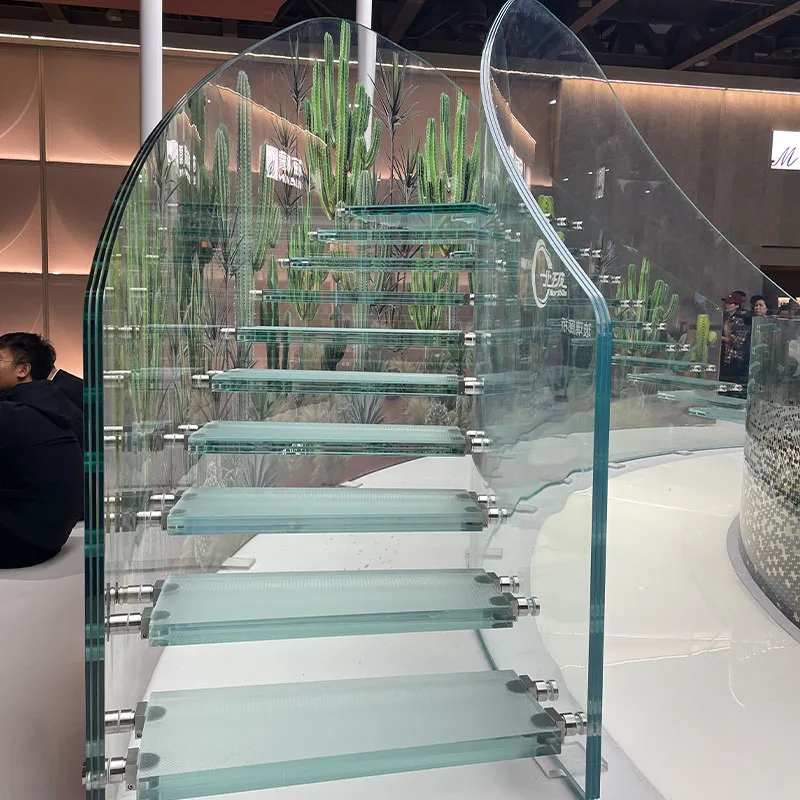 Лестница из гнутого стекла
Лестница из гнутого стекла -
 Гнутое стекло
Гнутое стекло -
 Многослойное стекло
Многослойное стекло -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Индивидуальное Морское Синее Стекло
Индивидуальное Морское Синее Стекло -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Художественное стекло 2
Художественное стекло 2 -
 Художественное стекло-1
Художественное стекло-1
Связанный поиск
Связанный поиск- Стекло с золотой фольгой
- Цена продажи пуленепробиваемого стекла
- Прозрачное декоративное стекло для гостиной
- Китай гнутое стекло с эмалевым покрытием производители
- Покровное стекло для аквариума
- Стекло матовое 6мм
- Печь каминная со стеклом
- Цены на стекло
- Двери каминные со стеклом большие
- Китай стекло с регулируемой прозрачностью / электронное матовое стекло производитель