
-


-


-


-


WeChat

-
WhatsApp


Производство оконного стекла
Когда слышишь 'производство оконного стекла', большинство представляет ровные прозрачные листы, но на деле это история про тысячи микрон допусков и химию, которая либо работает, либо нет. Вспоминаю, как лет десять назад мы в цеху ООО Гуандун Юлиан три недели не могли выловить причину волнообразных искажений в партии энергосберегающего LOW-E стекла — оказалось, форсунки подачи газа засорились из-за перепадов влажности в сырьевом цеху. Такие вещи в учебниках не пишут.
Сырье и плавка: где рождается стресс
Начну с печей. У нас в Guangdong Yuanliang стояла вертикальная печь с электроподогревом — не самая современная, но стабильная. Песок, сода, доломит... Казалось бы, таблица Менделеева, но если в партии песка попадаются следы железа выше 0,1%, всё — стекло даёт зеленоватый оттенок. Клиенты потом жалуются, что фасад здания 'искажает цветовосприятие'. Приходится объяснять, что это не брак, а особенность сырья. Хотя кто купит такое оправдание?
Температура плавки — отдельная песня. 1500–1600°C, но если перегреть хотя бы на 20 градусов, пузыри в массе гарантированы. Как-то запустили линию на изолирующее стекло для московского офисного центра, а в трёх камерах из десяти — микроскопические каверны. Пришлось резать и переплавлять, хотя по ГОСТу те пузыри и не считались критичным дефектом.
А ещё бывает, что шихта не успевает прогреться равномерно — и вот уже в готовом листе есть зоны с разной плотностью. При резке такое стекло может треснуть не по линии реза. Мы на Ulianglass.ru даже сделали памятку для монтажников: 'Если стекло лопается при минимальной нагрузке — проверьте маркировку плавки'.
Флоат-процесс: тонкости, которые не увидишь глазом
Флоат-метод — это когда расплавленное стекло растекается по расплаву олова. Казалось бы, всё просто: жидкое стекло, жидкий металл. Но если температура ванны нестабильна, на поверхности появляются 'морщины'. Не те, что видны сразу, а те, что проявятся только после нанесения LOW-E покрытия. Как-то отгрузили партию для логистического комплекса в Питере — через месяц заказчик прислал фото с бликами в виде полос. Пришлось признать, что это наш косяк на этапе охлаждения ванны.
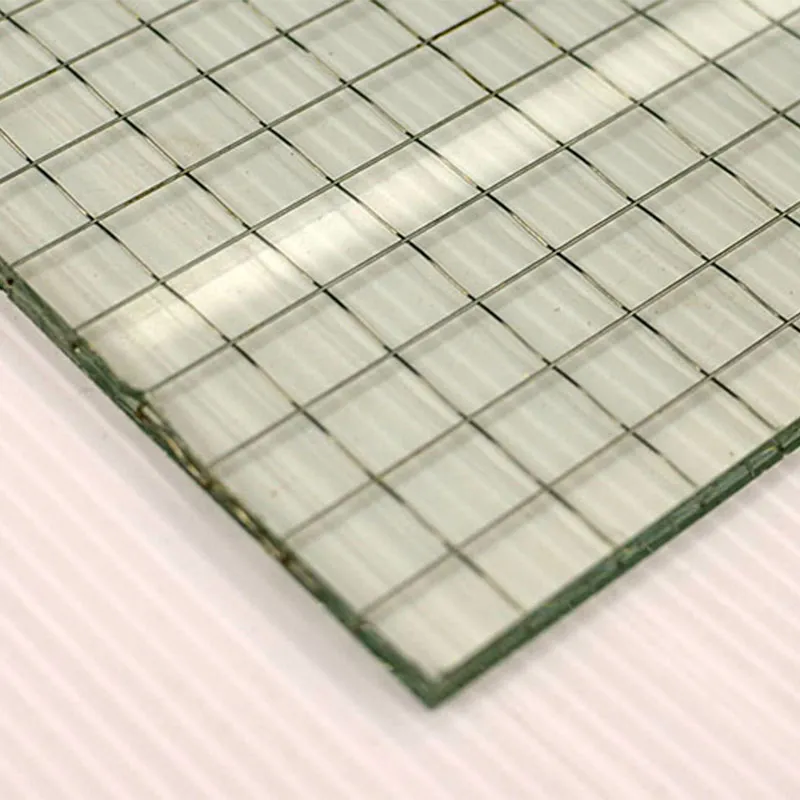
Толщина контролируется скоростью вытягивания и температурой. Для многослойного стекла нужна идеальная калибровка — даже отклонение в 0,2 мм даст зазоры в стеклопакете. Мы в Юлиан как-то разрабатывали техусловия для пуленепробиваемых конструкций, так там допуск по толщине вообще ±0,05 мм. Пришлось перестраивать всю систему автоматики.
Олово со временем окисляется, и на нижней поверхности стекла могут появиться 'оловянные следы'. Их не всегда видно без поляризационного фильтра. Один раз чуть не потеряли контракт с немецкими партнёрами — они прислали своего технолога с микроскопом, а у нас на 30% образцов были эти пятна. Теперь раз в квартал полностью меняем атмосферу в ванне.
Покрытия и обработка: где физика встречается с коммерцией
LOW-E напыление — это вообще отдельный мир. Магнетронное распыление, вакуумные камеры... Но самый частый брак — 'радужные разводы' из-за неравномерности слоя. Клиенты называют это 'эффектом бензиновой плёнки на луже' и справедливо требуют замены. Мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы после серии таких случаев вообще перешли на катодное распыление — дороже, но стабильнее.
Закалённое стекло — отдельная головная боль. Если перед закалкой плохо промыть поверхность, частички соли остаются, и при нагреве до 600°C они вплавляются в поверхность. Получаются микроскопические кратеры, которые снижают прочность. Как-то при испытаниях такое стекло разлетелось не на мелкие кубики, а на острые осколки — хорошо, что это было в испытательной лаборатории, а не на объекте.
Огнестойкое стекло требует специальных гелевых прослоек. Но если гель не той вязкости, при пожаре он пузырится неравномерно. Был случай на складе в Новосибирске — стекло выдержало положенные 60 минут, но дым просочился через края. Пришлось дорабатывать систему герметизации стыков.
Контроль качества: то, что скрывают от заказчика
У нас на сайте https://www.ulianglass.ru гордо написано про 'многоступенчатый контроль', но реальность — это вечная борьба между себестоимостью и процентом брака. Например, по стандартам допускается до 3 пузырей диаметром до 0,5 мм на квадратный метр. Но если эти пузыри сконцентрированы в одном углу, визуально это выглядит как брак. Приходится пускать такое стекло на менее ответственные объекты — например, в промышленные здания.
Лазерный сканер ловит только крупные дефекты. Мельчайшие царапины от конвейерных роликов часто видны только под углом 45 градусов при специальном освещении. Обнаружили это, когда делали панорамное остекление для торгового центра в Сочи — при определённом солнце вся стена сияла как ёлочная гирлянда. Теперь в цеху стоит дополнительная система боковой подсветки для контроля.
Самое неприятное — когда дефект проявляется только после монтажа. Как с тем многослойным стеклом для банка в Екатеринбурге: в цеху всё проверили, а после установки под давлением ветра проявились микротрещины по кромке. Оказалось, проблема в алмазном диске для резки — его пора было менять ещё две партии назад.
Логистика и монтаж: где теория разбивается о реальность
Даже идеальное стекло можно испортить при транспортировке. Стандартные прокладки из ЭВА-пены иногда продавливаются на ухабах — и вот уже на кромках сколы. После случая с поставкой в Хабаровск (где 15% листов пришли с повреждениями) перешли на комбинированные прокладки с памятью формы. Дороже, но дешевле, чем компенсировать брак.
Монтажники — отдельная история. Как-то пришлось выезжать на объект в Казань, где рабочие резали уже закалённое стекло 'болгаркой' — естественно, оно рассыпалось на тысячи кусочков. Теперь к каждой партии прикладываем инструкцию на русском с пиктограммами, но всё равно раз в месяц кто-то пытается просверлить готовый стеклопакет.
Температурные швы — вечная проблема. По проекту зазор 5 мм, но если монтажники экономят герметик, через год стекло трескается от напряжения. Особенно критично для энергосберегающих конструкций — теряется герметичность, появляется конденсат внутри. Приходится обучать монтажные бригады за свой счёт — в долгосрочной перспективе дешевле, чем судиться с заказчиками.
Что в сухом остатке? Опыт против идеализма
За 30 лет в отрасли понял главное: производство оконного стекла — это не про идеальную технологию, а про управление сотнями рисков. Можно иметь самое современное оборудование, как у нас на https://www.ulianglass.ru, но если оператор печи в смену недосыпает — вся партия может уйти в утиль.
Сейчас много говорят про 'умное' стекло с электронной тонировкой, но базовые проблемы те же: чистота сырья, стабильность температур, человеческий фактор. Мы в ООО Гуандун Юлиан пробовали делать прототипы с жидкокристаллическим слоем — 70% брака на этапе ламинации. Вернулись к классическому многослойному стеклу с ПВБ-плёнкой.
Вывод? Технологии не стоят на месте, но физику не обманешь. Лучше делать простое стекло стабильного качества, чем гнаться за инновациями и терять клиентов. Как показывает практика, даже на рынке энергосберегающих материалов главным критерием остаётся не 'самое современное', а 'предсказуемое в поведении'. И этому нас научили не учебники, а километры бракованного стекла, которое пришлось переплавлять за свой счёт.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Многослойное стекло
Многослойное стекло -
 Художественное стекло 9
Художественное стекло 9 -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Пуленепробиваемое стекло 3
Пуленепробиваемое стекло 3 -
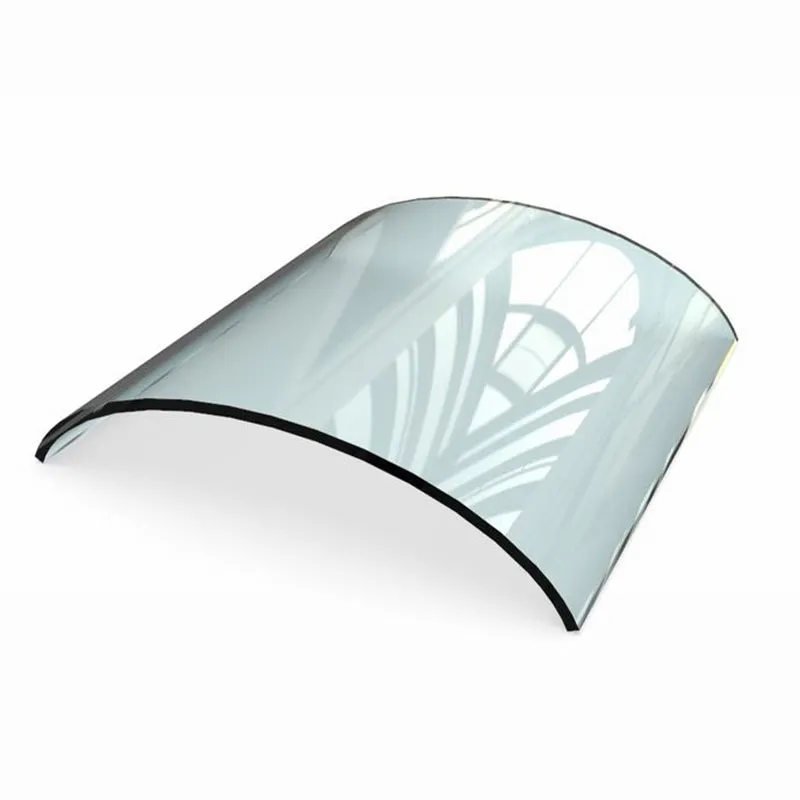 Цельное гнутое стекло
Цельное гнутое стекло -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Градиентное Ламинирование
Градиентное Ламинирование -
 Индивидуальное Морское Синее Стекло
Индивидуальное Морское Синее Стекло -
 Стеклопакет
Стеклопакет -
 Художественное стекло 5
Художественное стекло 5 -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Многослойное ламинированное стекло
Многослойное ламинированное стекло
Связанный поиск
Связанный поиск- Стекло оконное 4 мм купить в спб
- Китай закаленное пуленепробиваемое многослойное стекло основный покупатель
- Прозрачное декоративное стекло для гостиной
- Закаленное многослойное декоративное стекло
- Полукруглое стекло для душа
- Технология производства стекла
- Матовое жидкое стекло
- Китай sgp прозрачное закаленное многослойное стекло производитель
- Китай безопасное стекло для фасадных профилей основный покупатель
- Французские витражи