
-


-


-


-


WeChat

-
WhatsApp


Производство стекла в промышленности
Когда говорят о промышленном производстве стекла, многие представляют себе просто плавку песка – но на деле это капризный танец температур, химии и механики. Вот уже почти тридцать лет наблюдаю, как новички недооценивают, например, роль скорости охлаждения в закалке или как всего 0,1% примеси железа в сырье может превратить партию энергосберегающего стекла в мутный брак.
Химия и физика – основа всего
В нашей компании ООО 'Гуандун Юлиан Энергосберегающие Строительные Материалы' до сих пор помню первый крупный заказ на LOW-E стекло в 2010-х. Технолог тогда настоял на дополнительной промывке сырья азотной кислотой – казалось, мелочь, но именно это предотвратило образование микротрещин в напыляемом слое. Кстати, наш сайт https://www.ulianglass.ru детально описывает эти процессы, но в цехе всё выглядит иначе: здесь каждый раз приходится балансировать между ГОСТом и реальными возможностями оборудования.
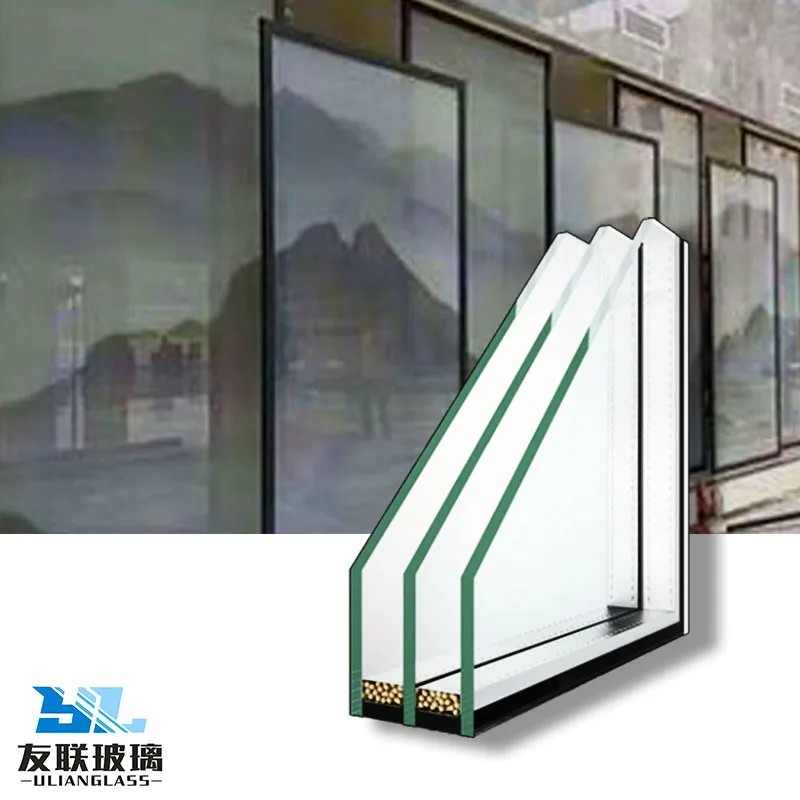
Особенно сложно с многослойными конструкциями. Помню, как пришлось полностью пересматривать технологию вакуумирования для стеклопакетов после того, как в партии для московского небоскрёба появились 'облака' конденсата. Оказалось, проблема не в герметике, а в скорости подъёма температуры в автоклаве – пришлось разрабатывать ступенчатый режим, который теперь стал стандартом для наших огнестойких стекол.
Современное производство стекла – это постоянная борьба с кристаллизацией. Даже в 2023 году мы столкнулись с аномалией: немецкое оборудование вдруг начало давать брак в закалённом стекле толщиной 6 мм. Месяц разбирались – оказалось, виноваты были микроскопические колебания напряжения в сети при запуске компрессоров. Такие нюансы ни в одном учебнике не описаны.
Технологические ловушки на практике
Пуленепробиваемые стекла – отдельная история. В 2018-м пришлось списать целую партию из-за неправильного хранения поликарбонатного слоя. Производитель указал температуру +15°C, но не уточнил, что перепады даже в 3 градуса уже критичны. Теперь на складе поддерживаем стабильные +14,5°C с системой резервного питания.
Интересный случай был с матовым травлением. Клиент требовал идеально ровную поверхность, но стандартная плавиковая кислота давала 'волны'. Экспериментировали с добавлением сульфата аммония – результат оказался лучше, но пришлось менять весь цикл промывки. Такие решения рождаются только в цеху, а не в лаборатории.
Особенно капризны тонкие стекла для сенсорных панелей. Здесь даже качество полировочных кругов влияет на процент брака. Как-то купили итальянские абразивы – вроде всё по спецификации, но через неделю начались сколы кромки. Пришлось вручную подбирать скорость подачи воды в охлаждающий тракт.
Энергосбережение – не то, чем кажется
Многие заказчики до сих пор путают LOW-E покрытие с тонировкой. Приходится объяснять, что настоящий эффект энергосбережения проявляется только при правильной ориентации стеклопакета в конструкции. Как-то в Сочи установили наши стекла с серебряным напылением не той стороной – потом полгода разбирались с конденсатом.
Тепловые мосты – ещё одна головная боль. В многослойных фасадах даже идеальное стекло может терять свойства из-за алюминиевых профилей. Мы в 'Гуандун Юлиан' разработали комбинированные системы с терморазрывами, но каждый объект требует индивидуальных расчётов. Особенно сложно с историческими зданиями, где нельзя менять геометрию окон.
Солнечные факторы – отдельная тема. Для южных регионов иногда приходится делать двойное напыление, хотя это снижает светопропускание. В Крыму был случай, когда заказчик требовал максимальную прозрачность, но потом жаловался на перегрев помещений. Пришлось переделывать – добавлять наружный отражающий слой.
Оборудование и человеческий фактор
Автоматические линии – это хорошо, но без опытных операторов даже японские роботы гробят материалы. Помню, как новичок установил неправильный зазор между роликами в печи закалки – 12 тонн стекла превратились в гранёную крошку. Теперь для сложных заказов всегда назначаем старшего технолога.
Калибровка резательных станков – вечная проблема. Лазерные системы требуют ежедневной проверки, особенно при смене влажности. Осенью 2022 года из-за резкого похолодания мы получили партию стекла с отклонениями в 0,3 мм – пришлось срочно менять температурный режим в цеху.
Вакуумные захваты для крупноформатных стекол – ещё один риск. Разрабатывали собственные присоски с подогревом, потому что стандартные не держали листы при минусовой температуре на стройплощадке. Такие нюансы не найдёшь в технической документации.
Будущее и текущие вызовы
Сейчас экспериментируем с самовосстанавливающимися покрытиями на основе нанокерамики. Пока получается только для внутренних перегородок – уличные условия убивают полимерную основу за сезон. Но для мебельного стекла уже есть рабочие образцы.
Экология диктует новые правила. Переходим на бессвинцовые припои для армированных стекол – сложно, но необходимо. Кстати, наш сайт https://www.ulianglass.ru/ уже отражает эти изменения в разделе технологий.
Цифровизация постепенно доходит и до нашего цеха. Внедряем систему контроля качества с камерами машинного зрения, но пока искусственный интеллект не может заменить опытного мастера, который на слух определяет проблемы в печи обжига. Наверное, лет через десять и это станет возможным.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Декоративный стеклопакет
Декоративный стеклопакет -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Огнестойкое стекло ссылка 3
Огнестойкое стекло ссылка 3 -
 Полое Цветное Глазурованное
Полое Цветное Глазурованное -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Многослойное стекло
Многослойное стекло -
 Гнутое стекло
Гнутое стекло -
 Художественное стекло 3
Художественное стекло 3 -
 Цельное гнутое стекло
Цельное гнутое стекло
Связанный поиск
Связанный поиск- Китай цена с завода стекла производитель
- Китай инженерное стекло производители
- Контроль производства стекла
- Стекло с каменным узором
- Смарт-пленка pdlc
- Китай художественный стекло рисунок основный покупатель
- Китай индивидуальное закаленное стекло производители
- Стекло для душа
- Художественное стекло в западной европе 17 век
- Китай витрины, изготавливаются на заказ производители