
-


-


-


-


WeChat

-
WhatsApp


Производство стекла из песка
Когда слышишь фразу ?производство стекла из песка?, многие представляют себе просто плавление кварцевого песка в печи. Но на деле это многоступенчатый процесс, где качество исходного сырья определяет до 60% успеха. В нашей практике бывали случаи, когда поставки песка с повышенным содержанием железа приводили к желтоватому оттенку готового листа – приходилось экстренно менять поставщика.
Основные этапы преобразования песка в стекло
Начнем с подготовки шихты. Песок должен быть не просто чистым, а иметь определенный гранулометрический состав. Мелкие фракции быстрее плавятся, но склонны к уносу газовым потоком, крупные требуют больше энергии. Оптимальный вариант – смесь фракций 0,1-0,5 мм с минимальным содержанием глинистых частиц.
Добавки соды и известняка – не просто ?снижатели температуры плавления?. Сода создает нужную вязкость расплава, а известняк предотвращает кристаллизацию при охлаждении. Помню, как на экспериментальной партии уменьшили долю известняка на 2% – получили хрупкие листы с внутренними напряжениями.
Плавление в печах при °C – самый энергоемкий этап. Современные печи с рекуперацией позволяют снизить расход газа до 15%, но требуют точного контроля температуры по зонам. Перегрев на 50 градусов уже вызывает повышенное пенообразование.
Технологические нюансы на примере конкретного производства
На производстве ООО Гуандун Юлиан Энергосберегающие Строительные Материалы (https://www.ulianglass.ru) для энергосберегающего стекла используют дополнительную очистку песка магнитной сепарацией. Железо снижает светопропускание даже в следовых количествах – не более 0,015% допустимо для премиум-сегмента.
При изготовлении закаленного стекла важно контролировать скорость охлаждения. Слишком быстро – появляются микротрещины, медленно – недостаточная прочность. Наш технолог разработал градиентный метод охлаждения с переменной скоростью воздушных потоков.
Для многослойных стекол адгезия пленки к поверхности критически зависит от качества отжига. Если в структуре остались внутренние напряжения – через год появляются ?облачность? по краям. Решили проблему модернизацией зоны отжига с точностью поддержания температуры ±3°C.
Проблемы контроля качества на разных стадиях
Дефекты часто возникают на стадии формования. Неравномерная подава расплава на валки приводит к волнообразности поверхности. Ввели дополнительный контроль геометрии лазерным сканированием каждые 30 минут – брак снизился на 8%.
Газовые включения – головная боль любого производства стекла. Особенно сложно бороться с микропузырями диаметром менее 0,5 мм. Пришлось пересмотреть систему перемешивания шихты и установить дозирующие комплексы с деаэрацией.
Цветовые отклонения – бич при использовании песка из разных карьеров. Даже в пределах одного месторождения есть вариации. Сейчас ведем базу данных по оптическим характеристикам партий сырья с привязкой к координатам добычи.
Энергосберегающие аспекты современного производства
Энергосберегающее стекло LOW-E требует особо чистого сырья. Напыление функциональных слоев не терпит даже нанометровых загрязнений. После перехода на электроплавку (частично) получили более стабильные оптические характеристики.
Рекуперация тепла от печей охлаждения – не просто экономия. Стабильный температурный фон в цехе улучшает качество резки. Раньше при колебаниях температуры на 10°C кромка получалась с микросколами.
Система водоподготовки для охлаждения оборудования – недооцененный ресурс экономии. Жесткая вода образует накипь на теплообменниках, снижая КПД на 15-20%. Установили умягчители с автоматической регенерацией – расход воды снизился вдвое.
Практические кейсы и решения
При запуске линии огнестойкого стекла столкнулись с проблемой расслоения при термоударе. Оказалось, недостаточно просто увеличить толщину – нужны специальные присадки в шихту, повышающие вязкость в интервале 600-800°C.
Для пуленепробиваемых стекол важна однородность структуры. Любая микронеоднородность становится точкой концентрации напряжений. Разработали технологию послойной заливки расплава с разной скоростью кристаллизации.
Глубокая обработка – отдельная история. При фрезеровке кромки важно учитывать остаточные напряжения после отжига. Эмпирическим путем вывели зависимость между режимами отжига и параметрами резания для разных толщин.
Перспективы развития технологии
Сейчас экспериментируем с наноразмерными добавками в шихту – оксид церия для УФ-защиты, диоксид титана для самоочистки поверхности. Пока сложно добиться равномерного распределения в объеме.
Автоматизация контроля дефектов – внедряем системы машинного зрения с ИИ. Алгоритм учится распознавать дефекты, невидимые человеческому глазу – например, начало кристаллизации по изменению коэффициента преломления.
Экология – не просто тренд, а производственная необходимость. Система очистки дымовых газов от соединений свинца и сурьмы стала обязательной после ужесточения нормативов. Пришлось пересматривать состав шихты для некоторых марок стекла.
В итоге производство стекла из песка – это постоянный поиск баланса между технологией, экономикой и качеством. Каждая партия сырья требует индивидуального подхода, а стандартные рецепты работают только в учебниках. Как говорил наш старый технолог: ?Стекло живое, оно помнит все – и как его плавили, и как охлаждали?.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
D-8 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Декоративный стеклопакет
Декоративный стеклопакет -
 Стекло с жалюзи
Стекло с жалюзи -
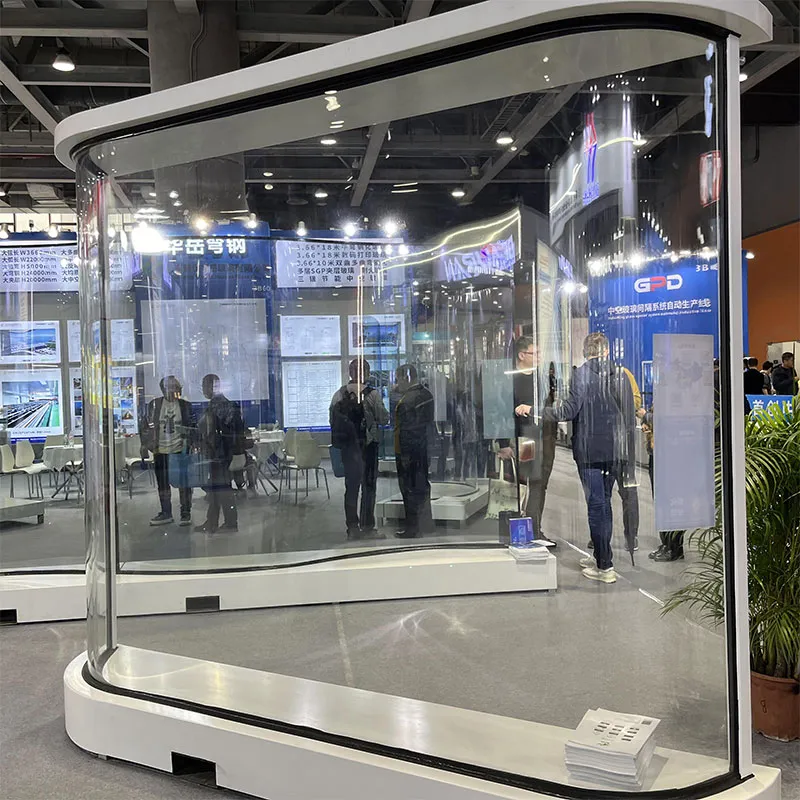 Гнутое стекло
Гнутое стекло -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Художественное стекло 8
Художественное стекло 8 -
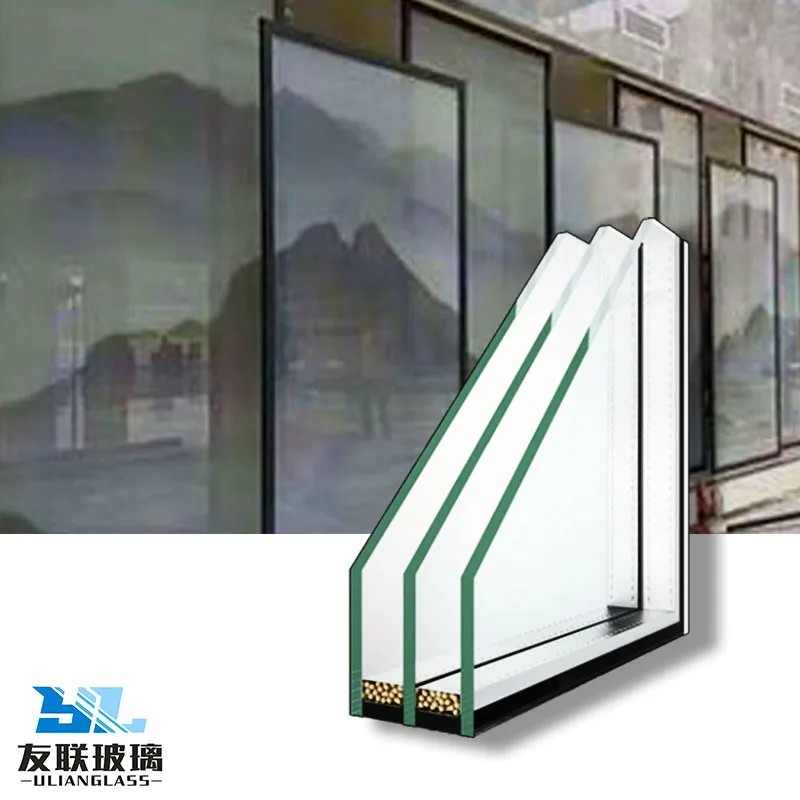 Многослойный стеклопакет
Многослойный стеклопакет -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
Связанный поиск
Связанный поиск- Цветное стекло на заказ
- Китай гнутое многослойное стекло с эмалевым покрытием производитель
- Стекло цветное оптическое пс5 купить
- Китай огнестойкое стекло 7.62 производитель
- Китай фото художественного стекла основный покупатель
- Соборное стекло
- Богемское цветное стекло
- Производства стекла для окон
- Цветная пленка на стекло самоклеющаяся купить
- Алюминиевые витражи цена