
-


-


-


-


WeChat

-
WhatsApp


Производство стекла продукты
Когда слышишь 'производство стекла продукты', многие представляют просто листы стекла на складе. Но на деле это целая экосистема, где каждый этап — от химического состава шихты до финишной обработки — влияет на конечные свойства. Вот где кроется главный нюанс: даже идеально спроектированная линия не гарантирует стабильности, если сырье варьируется по микропримесям.
Эволюция стандартов в стекольной промышленности
Раньше достаточно было выпускать простое листовое стекло, но сейчас рынок требует сложных продуктов — многослойные конструкции, энергосберегающие покрытия, закалённые панели с точными геометрическими допусками. Например, в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы пришлось пересмотреть весь цикл контроля качества, когда начали делать LOW-E стекло с вакуумным напылением. Пыль в цехе, которая раньше считалась нормой, стала причиной брака в 40% партий.
Закалённое стекло — отдельная история. Казалось бы, технология отработана десятилетиями, но до сих пор сталкиваюсь с мифом, что его прочность зависит только от температуры закалки. На самом деле, ключевой фактор — равномерность охлаждения воздушными потоками. Один раз настраивали линию для производство стекла продукты толщиной 12 мм, и выяснилось, что нижние сопла создавали турбулентность из-за изношенных форсунок. Результат — сетка микротрещин, видимая только под поляризационным фильтром.
С огнестойкими стеклами ещё сложнее. Здесь не просто добавляют присадки — меняют саму структуру материала. Наш технолог как-то сказал: 'Огнестойкость не в стекле, в прослойках'. Именно многослойность с гелевыми наполнителями позволяет выдерживать температурные перепады без деформации. Но и это не панацея — при превышении порога в 120 минут гель начинает карбонизироваться, если не соблюден коэффициент теплопроводности рамы.
Практические вызовы при работе с архитектурным стеклом
В проекте для бизнес-центра в Москве столкнулись с аномалией: заявленная светопропускаемость 76% у энергосберегающего стекла на объекте давала лишь 68%. Разбирались неделю — оказалось, проблема в монтаже. Подрядчик использовал рамный профиль с неподходящим коэффициентом линейного расширения, что создавало напряжения в примыкающих зонах. Пришлось разрабатывать индивидуальный стеклопродукция протокол монтажа с учётом российских температурных колебаний.
Пуленепробиваемые стекла — та категория, где лабораторные испытания часто расходятся с реальными условиями. Помню, как клиент требовал сертификацию по классу С6, хотя по баллистическим расчетам достаточно было В4. Объясняли, что разница не только в толщине, но и в порядке склейки слоёв. Иногда проще добавить поликарбонатную плёнку, чем наращивать толщину стекла — так и вес конструкции меньше, и стоимость ниже.
Сейчас на сайте https://www.ulianglass.ru мы выкладываем технические бюллетени именно с такими кейсами. Не сухие спецификации, а разборы реальных ситуаций: почему в сибирских условиях многослойное стекло ведёт себя иначе, чем в сочинских, или как угол падения солнечных лучей влияет на эффективность LOW-E покрытия. Это тот опыт, который не найти в учебниках.
Технологические тонкости обработки кромки
Казалось бы, второстепенная операция — обработка кромки. Но именно здесь чаще всего возникают скрытые дефекты. Для фасадного остекления используем двойную полировку с водяным охлаждением, но если давление воды превышает 2.5 бара — появляются сколы до 0.1 мм. Невооружённым глазом не заметишь, но через год в этих местах начинается коррозия кромки.
С гнутыми стеклами вообще отдельная история. Технические решения для глубокой обработки стекла требуют учёта анизотропии материала. Как-то делали партию радиусных стекол для винтовой лестницы — 30% изделий пошли в брак из-за непредсказуемой релаксации напряжений после закалки. Пришлось внедрять промежуточный отжиг при 380°C, хотя в теории это не требовалось.
Особенно сложно с комбинированными продуктами — когда на одно стекло наносят сразу несколько покрытий. Например, энергосберегающее + солнцезащитное. Здесь важна не только последовательность нанесения, но и временной интервал между циклами. Если превысить паузу в 4 часа — адгезия слоёв падает на 15%. Такие нюансы и составляют разницу между серийным и премиальным продуктом.
Контроль качества как философия, а не процедура
Многие производители ограничиваются измерением толщины и визуальным осмотром. Но в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы внедрили систему мониторинга на каждом переходе. Например, для изолирующего стекла проверяем не просто герметичность шва, а газонаполнение с помощью масс-спектрометрии. Обнаружили, что аргон утекает не через стыки, а через микропоры в дистанционной рамке.
Энергосберегающее стекло LOW-E требует особого подхода к тестированию. Стандартные измерения коэффициента эмиссии часто дают погрешность до 20% из-за неравномерности напыления. Разработали собственную методику с тепловизорным сканированием всей поверхности — выявили, что проблема была в износе катодов вакуумной установки. После замены расходников стабильность параметров улучшилась втрое.
Сейчас, с учётом почти 30-летнего опыта, понимаешь: главное в производство стекла продукты — не оборудование, а культура производства. Можно купить немецкую линию за миллионы евро, но если оператор не следит за влажностью в цехе — вся партия отправится в утиль. Поэтому мы сделали акцент на обучении персонала, а не только на автоматизации.
Перспективы и тупиковые ветви развития
Пробовали внедрять 'умное стекло' с электрохромным покрытием — технология перспективная, но для массового строительства пока нерентабельна. Стоимость квадратного метра в 8 раз выше обычного энергосберегающего, а срок службы не превышает 7 лет. Решили сосредоточиться на оптимизации существующих продуктов.
Интересный опыт получили с переработкой бракованного стекла. Теоретически — экологично и экономично. Практически — примеси от покрытий и плёнок делают вторичное сырьё непригодным для ответственных изделий. Пришлось создавать отдельную линию для производства стеклопорошка для абразивов, что окупилось лишь через 5 лет.
Сейчас вижу перспективу в гибридных решениях. Например, комбинация закалённого стекла с полимерными межслойными плёнками даёт прочность выше, чем у многослойного стекла при меньшей толщине. Но здесь нужны совместные разработки с химиками — стандартные EVA-плёнки не выдерживают циклических нагрузок. Думаем над этим в рамках новых технических решений для глубокой обработки стекла.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
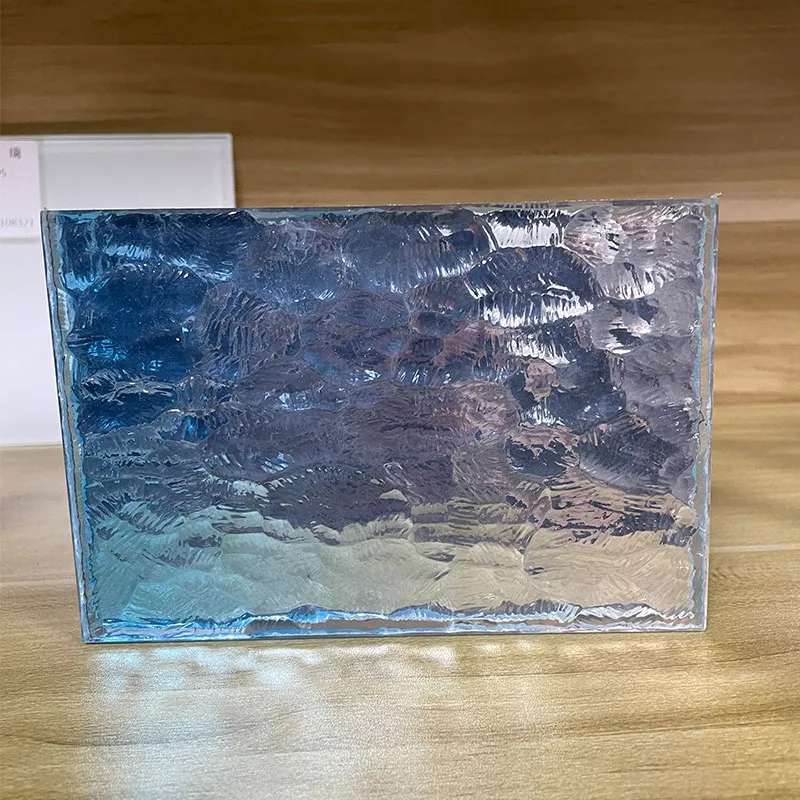
 Градиентное Ламинирование
Градиентное Ламинирование -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Художественное стекло 7
Художественное стекло 7 -
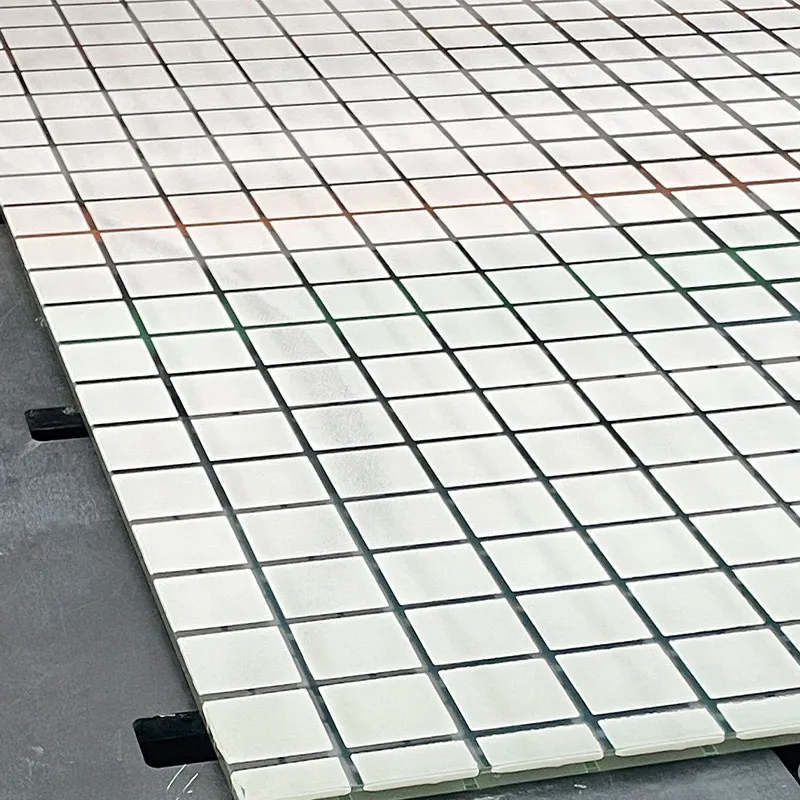
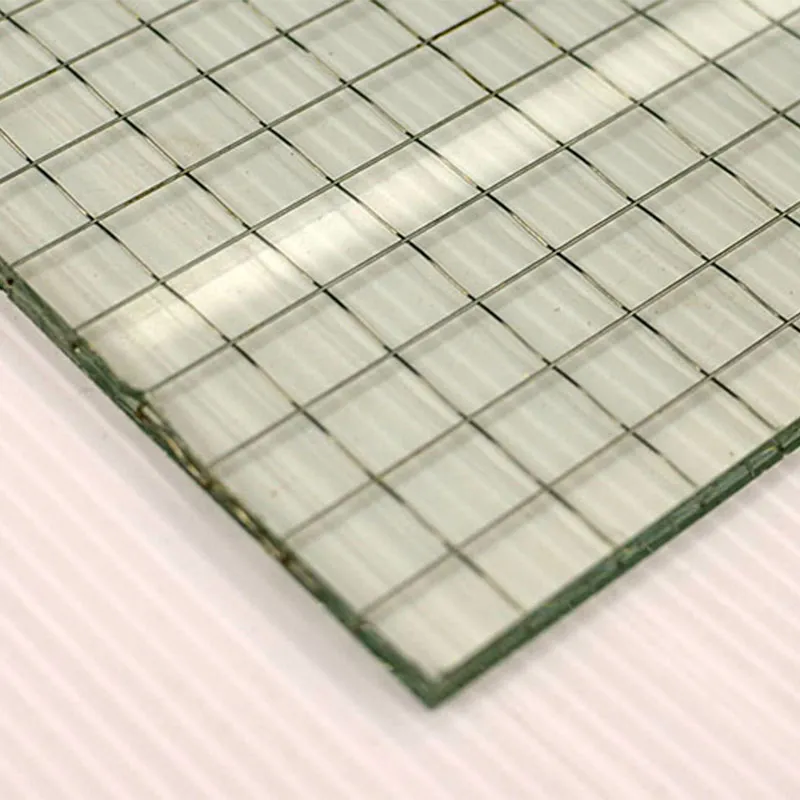 Армированное стекло
Армированное стекло -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Огнестойкое стекло ссылка 2
Огнестойкое стекло ссылка 2 -
 D-5 Индивидуальное художественное текстурированное стекло для домашнего декора
D-5 Индивидуальное художественное текстурированное стекло для домашнего декора -
 D-2 Индивидуальное художественное текстурированное стекло для домашнего декора
D-2 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Декоративный стеклопакет
Декоративный стеклопакет -
 Пуленепробиваемое стекло 1
Пуленепробиваемое стекло 1 -
 Многослойное ламинированное стекло
Многослойное ламинированное стекло
Связанный поиск
Связанный поиск- Молодой урал каминные дверцы со стеклом
- Замена оконных стекло блоков
- Посуда из стекла производство франция цена
- Европейское серое стекло
- Брянск дверка каминная со стеклом на заказ
- Китай зеркало без меди и свинца основный покупатель
- Витраж в домашних условиях
- Цветные стекла для детей
- Хрустальное стекло цветное
- Китай художественные стекла и зеркала производители