
-


-


-


-


WeChat

-
WhatsApp


Производство хрустального стекла
Когда говорят о хрустале, часто путают его с обычным стеклом — мол, разница только в свинце. На деле же производство хрустального стекла начинается с выбора сырья, где оксид свинца должен быть не менее 24%, но и не более 30%, иначе материал становится слишком хрупким. Помню, как на одном из подмосковных заводов пытались сэкономить на калибровке шихты — в итоге партия дала трещины при шлифовке. Именно поэтому мы в ООО Гуандун Юлиан всегда используем чешское сырье, хотя китайские аналоги дешевле на 15%.
Технологические тонкости состава
Рецептура шихты — это не просто проценты, а точная последовательность смешивания. Если сначала добавить селитру, а потом оксид бария, получится мутноватый оттенок. Кстати, многие забывают про температуру плавления свинцового стекла — оно требует на 200-300°C меньше нагрева, чем обычное натриево-кальциевое. Но зато при охлаждении нужен особый режим, иначе внутренние напряжения не успеют сняться.
В нашем цеху стоит немецкая печь с компьютерным управлением, но до сих пор сохранился журнал 1998 года, где мастер вручную записывал циклы обжига. Иногда сверяюсь с ним — старые технологии бывают точнее цифровых датчиков. Например, при замесе шихты для цветного хрусталя важно учитывать влажность в помещении — летом увеличиваем долю осушки на 3%.
Особенно капризен рубиновый хрусталь с добавлением золота. Тут не только точность до грамма, но и время выдержки в печи — если передержать хотя бы 20 минут, цвет становится бурым вместо малинового. Как-то раз пришлось переплавить 400 кг из-за сбоя таймера.
Оборудование и человеческий фактор
Автоматические прессы для пресс-хрусталя — вещь хорошая, но для граненых изделий до сих пор нужны руки резчика. Наш лучший мастер Сергей из Гусь-Хрустального говорит, что машинная грань всегда имеет микроскопические заусенцы, которые видны под углом 45°. Хотя для массового производства, конечно, берем роботизированные линии — например, для изготовления хрустального стекла для люстр.
Шлифовальные станки с водяным охлаждением требуют постоянного контроля жесткости воды — известковые отложения портят алмазные диски. Раз в месяц обязательно промываем систему лимонной кислотой, хотя производитель рекоменщает спецраствор за 7000 руб/литр. Экономия? Да, но проверенная — после перехода на кислоту расход дисков снизился на 20%.
Самое сложное — полировка сложнопрофильных изделий. Для ваз с рельефным рисунком до сих пор используем войлочные круги с окисью церия. Пробовали перейти на полимерные абразивы — блеск получается неестественно ярким, теряется глубина свечения.
Контроль качества: не только на просвет
Лабораторные испытания — это не только проверка на свинцовый след. Обязательно тестируем термостойкость — хрустальный бокал должен выдерживать перепад от 0°C до 60°C без трещин. Для ресторанной посуды это критично. Кстати, наш технолог Вадим разработал методику ускоренного старения — изделия крутят в барабане с ледяной и горячей водой попеременно. Бракуем до 7% партии.
Оптические свойства проверяем на специальном стенде с лазером. Если луч преломляется с радужными ореолами — значит, в толще есть микроскопические пузырьки. Такие изделия пускаем на сувенирную продукцию, но не для сертифицированного хрусталя.
Механические испытания многие проводят по старинке — ударом металлического шара. Мы же используем пневматический молот с регулируемой силой. После последнего апгрейда системы брак по трещинам снизился с 5% до 1.8%.
Энергосберегающие аспекты производства
При переходе на производство хрустального стекла с энергосберегающими свойствами пришлось полностью менять систему отжига. Стандартные печи не подходили — нужен был плавный нагрев до 680°C с точностью ±5°C. Закупили итальянское оборудование, но первые месяцы были сплошные проблемы: то термопары выходят из строя, то изоляция плавится.
Сейчас используем гибридную систему: основную плавку ведем на газе, а догрев — на электричестве. Экономия вышла около 12% по сравнению с чисто газовыми печами. Кстати, это помогло нам пройти сертификацию по ISO 50001.
Для оконного хрусталя с LOW-E-покрытием пришлось разрабатывать вакуумные камеры особой конструкции. Обычные магнетронные установки не годились — частицы свинца нарушали равномерность напыления. Совместно с инженерами из МГТУ им. Баумана создали систему предварительной ионизации, которая решила проблему.
Практические кейсы и неудачи
В 2019 пытались запустить линию по изготовлению хрустальных панелей для каминных экранов. Расчеты показывали, что термостойкости хватит, но на практике при длительном нагреве свыше 120°C появлялись микротрещины. Пришлось добавлять оксид алюминия в состав — изделия стали прочнее, но немного потяжелели.
Еще один провал — эксперимент с матовой гравировкой плавиковой кислотой. Для обычного стекла метод работает идеально, а хрусталь после травления терял блеск по граням. Пришлось разрабатывать щадящий состав с меньшей концентрацией — теперь используем его только для сувениров с логотипами.
Удачный опыт — сотрудничество с ООО Гуандун Юлиан Энергосберегающие Строительные Материалы (https://www.ulianglass.ru). Их технология многослойного остекления идеально подошла для создания бронированного хрусталя. Совместно разработали панели для витрин ювелирных магазинов — прозрачность как у обычного хрусталя, но пуленепробиваемые свойства 2 класса.
Перспективы и ограничения
Сейчас экспериментируем с нанокристаллическими покрытиями для самоочищающегося хрусталя. Пока получается только для плоских поверхностей — на граненых изделиях покрытие ложится неравномерно. Коллеги из Китая предлагают готовое решение, но их состав затемняет материал на 15%.
Экологичность — больной вопрос. Свинец в составе вызывает вопросы у западных заказчиков, хотя его миграция в готовых изделиях нулевая. Пробуем бессвинцовые составы с оксидом цинка, но пока они не дают той же игры света.
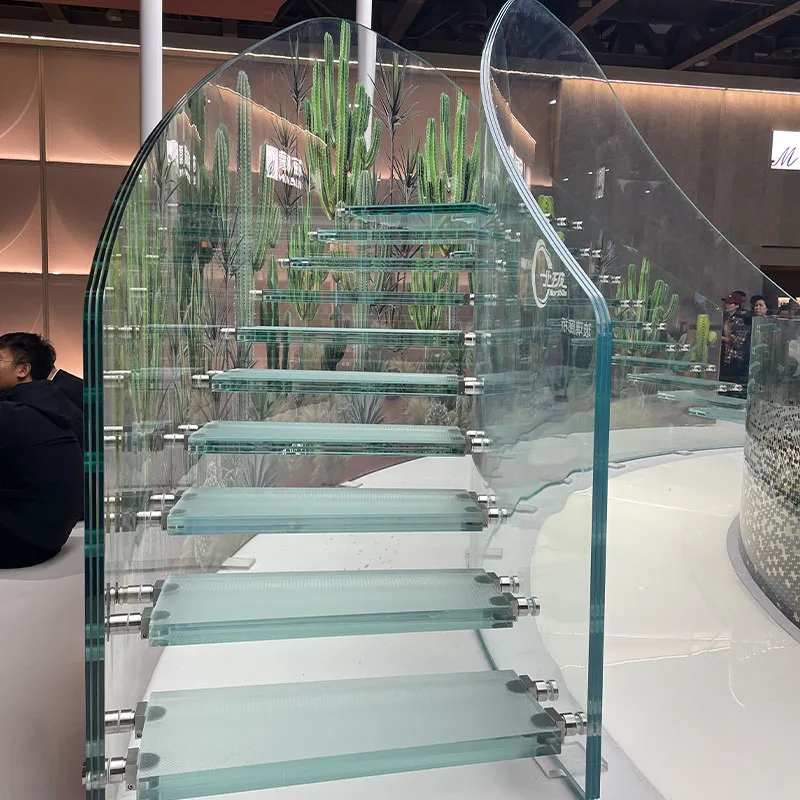
Рынок требует все более сложных форм. Недавно получили заказ на хрустальные перила для лестницы в особняке — пришлось разрабатывать систему стыковки с титановыми креплениями. Обычный силиконовый герметик не подошел — со временем проступали желтые пятна. Решили проблему с помощью эпоксидной смолы с УФ-фильтром.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Огнестойкое стекло ссылка 4
Огнестойкое стекло ссылка 4 -
 Художественное стекло 7
Художественное стекло 7 -
 D-6 Индивидуальное художественное текстурированное стекло для домашнего декора
D-6 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Художественное стекло 9
Художественное стекло 9 -
 Стекло с электрожалюзи
Стекло с электрожалюзи -
 Гнутое стекло
Гнутое стекло -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Художественное стекло-1
Художественное стекло-1 -
 D-5 Индивидуальное художественное текстурированное стекло для домашнего декора
D-5 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента
Связанный поиск
Связанный поиск- Флоат стекло м1
- Городской витраж
- Стекло витринное 12 мм
- Гнуть стекло в спб
- Стекло жидкое натриевое производство
- Китай художественное стекло санкт петербург основный покупатель
- Сдать оконное стекло
- Стекло оконное м1
- Стоимость оконного стекла в волгограде
- Китай термогнутое закаленное стекло полукруглое основный покупатель