
-


-


-


-


WeChat

-
WhatsApp


Пуленепробиваемое закаленное стекло
Когда слышишь словосочетание 'пуленепробиваемое закаленное стекло', первое что приходит в голову – сцены из боевиков, где пули отскакивают от прозрачной преграды. Но в реальности всё сложнее. Многие до сих пор путают обычное закалённое стекло с пуленепробиваемым, хотя это принципиально разные продукты. Закалка действительно увеличивает прочность, но для пулестойкости нужна многослойная структура. Вот на этом часто 'горят' заказчики, которые пытаются сэкономить.
Технологические основы пуленепробиваемого стекла
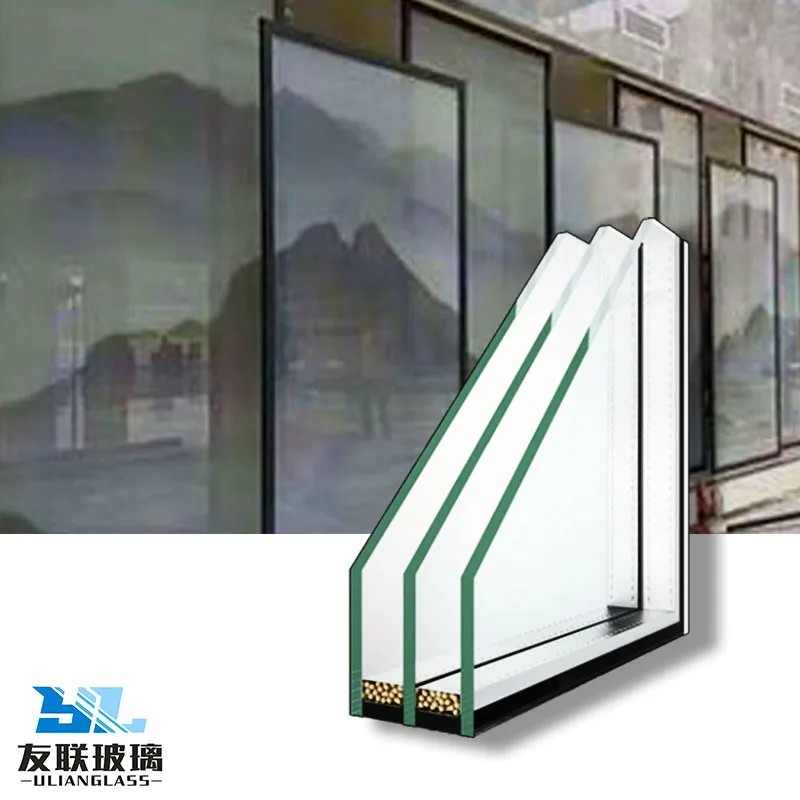
Если брать классическую схему, то пуленепробиваемое стекло – это всегда 'сэндвич' из закалённых стёкол и полимерных прослоек. Количество слоёв зависит от класса защиты. Например, для пятого класса (СВ-98 по ГОСТ) нужно минимум три стекла и две поликарбонатные прослойки. Но здесь есть нюанс – не все производители правильно рассчитывают толщину каждого компонента.
Особенно критичен процесс автоклавирования. Если не выдержать температуру или давление, между слоями остаются микропузырьки. Со временем они расширяются, и стекло мутнеет. У нас на производстве был случай, когда партия ушла в Африку, а через полгода пришли рекламации – стёкла помутнели. Пришлось разбираться, оказалось – новый оператор сократил цикл автоклавирования на 15 минут.
Сейчас многие пытаются удешевить технологию, заменяя поликарбонат более дешёвыми плёнками. Но такой материал не выдерживает многократных ударов. Проверяли как-то образцы от неизвестного китайского поставщика – с первого выстрела стекло держало, но после пятого пуля прошивала насквозь. Хотя по документам был заявлен класс BR5.
Особенности закалки в пуленепробиваемых конструкциях
Закалка – это отдельная история. Для закаленное стекло в пуленепробиваемых пакетах требуется особая точность. Если перекалить – возникнут внутренние напряжения, которые при выстреле дают радиальные трещины. Недокалить – стекло не будет иметь необходимой ударной вязкости.
Мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы используем горизонтальные печи с точностью контроля температуры ±2°C. Это дороже, но позволяет добиться равномерности закалки по всей поверхности. Кстати, наша компания за почти 30 лет работы выработала собственные стандарты – например, для стёкол толщиной от 12 мм применяем двухстадийный отжиг.
Интересный момент с краевой зоной. При обработке кромок нужно сохранить защитные свойства, но при этом обеспечить плотное прилегание в раме. Здесь часто идут на компромисс – немного снижают степень закалки в зоне крепления. Но это требует точных расчётов, иначе при выстреле разрушение начнётся именно с края.
Практические аспекты применения
В банковских учреждениях сейчас чаще заказывают стёкла класса BR4-BR5. Но есть нюанс – многие забывают про устойчивость к пробиванию. Пуля может не пройти, но стекло выбивают тараном. Поэтому мы всегда рекомендуем дополнительные тесты на ударную прочность.
Один запомнившийся проект – остекление для обменного пункта в Сочи. Заказчик требовал защиту от Сайги 12 калибра. Сделали вариант с асимметричной структурой: со стороны нападения – более толстое стекло, с внутренней – тоньше, но с антиосколочной плёнкой. При тестах выдержало три выстрела в одну точку с дистанции 10 метров.
Температурные деформации – ещё одна головная боль. В том же Сочи пришлось переделывать конструкцию, потому что штатная рама не учитывала расширение стеклопакета на солнце. После этого мы разработали специальные компенсационные зазоры для южных регионов.
Ошибки монтажа и их последствия
Самая распространённая ошибка – неправильное крепление. Помню объект в Москве, где строители решили 'усилить' конструкцию, просверлив дополнительные отверстия в раме. В результате нарушили распределение нагрузки – при испытаниях стекло выпало целиком, хотя пулю и остановило.
Ещё случай – в Казани установили пуленепробиваемое стекло в алюминиевый профиль без терморазрыва. Зимой образовался конденсат, который замёрз и создал дополнительные напряжения. Через полгода по периметру пошли микротрещины, пришлось менять весь фасад.
Сейчас мы всегда сопровождаем поставки подробными инструкциями по монтажу. Особенно для многослойных конструкций – там даже порядок затяжки болтов имеет значение. Кстати, в ООО Гуандун Юлиан для сложных проектов отправляем технолога на объект – чтобы на месте проконтролировать установку.
Перспективы развития технологии
Сейчас активно экспериментируют с нанопокрытиями. Например, добавляют в полимерные прослойки углеродные нанотрубки – это увеличивает стойкость к многократным ударам. Но технология сырая, стоимость за метр квадратный доходит до 1000 евро.
Интересное направление – 'умные' пуленепробиваемые стёкла. В Корее видел образец с электрохромным слоем, который может затемняться при необходимости. Правда, пока такие системы нестабильны при экстремальных нагрузках.
Мы в своей линейке пошли по пути оптимизации – разработали стеклопакет с переменной толщиной. В зонах вероятного попадания (уровень груди) толщина больше, в верхней части – меньше. Это даёт экономию веса до 15% без потери защитных свойств. Как показала практика, в 90% случаев выстрелы приходятся именно в центральную часть.
Контроль качества и тестирование
Сертификационные испытания – отдельная тема. По ГОСТу нужно отстреливать 3 образца, но мы всегда тестируем 5. Почему? Потому что бывают статистические выбросы. Как-то раз один из трёх образцов не прошёл тест, хотя все были из одной партии. Пришлось проверять всю технологическую цепочку.
Сейчас внедряем акустический контроль – простукиваем готовые изделия и анализируем звук. Дешёвый метод, но позволяет выявить 80% дефектов склейки. Особенно полезно для многослойных конструкций, где визуальный осмотр неэффективен.
Кстати, о толщине – не всегда 'чем толще, тем лучше'. Для классов BR1-BR2 иногда выгоднее использовать более тонкие, но правильно собранные пакеты. Например, наш продукт толщиной 28 мм показывает результаты как у 35-миллиметровых аналогов конкурентов. Всё дело в подборе комбинации стёкол разной твёрдости.
Экономические аспекты производства
Себестоимость пуленепробиваемое закаленное стекло сильно зависит от энергозатрат. Автоклавы потребляют огромное количество электроэнергии, поэтому мы постепенно переходим на индукционный нагрев – экономия около 15%.
Отходы производства – ещё одна статья экономии. Раньше обрезки шли в утиль, сейчас их пускаем на изготовление бронекерамики. Правда, пришлось докупить дробильное оборудование.
Интересный момент с логистикой. Перевозка готовых изделий – всегда риск. Один раз при доставке в Новосибирск треснуло стекло стоимостью 400 тысяч рублей. Теперь разрабатываем специальные демпфирующие контейнеры. Кстати, в нашей компании это стало частью комплексного подхода – мы не просто производим стекло, а обеспечиваем полный цикл от производства до монтажа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Индивидуальное Морское Синее Стекло
Индивидуальное Морское Синее Стекло -
 Гнутое стеклопакет
Гнутое стеклопакет -
 Стеклопакет
Стеклопакет -
 D-3 Индивидуальное художественное текстурированное стекло для домашнего декора
D-3 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Художественное стекло-1
Художественное стекло-1 -
 Художественное стекло 7
Художественное стекло 7 -
 Художественное стекло 10
Художественное стекло 10 -
 Художественное стекло 8
Художественное стекло 8 -
 Художественное стекло 6
Художественное стекло 6 -
 Многослойное ламинированное стекло
Многослойное ламинированное стекло -
 Художественное стекло 3
Художественное стекло 3 -
 Многослойный стеклопакет
Многослойный стеклопакет
Связанный поиск
Связанный поиск- Купить производство стекла
- Китай огнестойкое стекло 7.62 производитель
- Гнутое стекло под заказ
- Угловое стекло для душа
- Огнестойкое стекло нанокремниевый композит
- Стекло оранжевого цвета
- Китай упрочненное строительное стекло производители
- Китай алюминиевые окна и двери с распашными створками производители
- Где в барнауле купить оконное стекло
- Китай инженерное стекло производители