
-


-


-


-


WeChat

-
WhatsApp


Стекло с цифровой печатью
Когда клиенты запрашивают цифровую печать на стекле, половина из них уверена, что это просто наклейка плёнки — приходится на пальцах объяснять разницу между УФ-печатью и керамическим спеканием. В ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы с 2018 года экспериментировали с разными чернилами, пока не подобрали состав, который не выцветает под прямым солнцем даже через 5 лет.
Технологические нюансы, которые не пишут в спецификациях
Главный подводный камень — подготовка поверхности. Для матовых текстур типа ?сатина? мы сначала печатаем белый подложный слой, иначе цветопередача искажается. Как-то раз сэкономили на этом этапе для фасадного остекления торгового центра — через месяц заказчик прислал фото выцветшего логотипа. Пришлось переделывать за свой счёт.
Толщина стекла критична для многослойной печати. На 6-мм стекле можно наносить до 4 слоёв, но если пытаться повторить на 4-мм — появляются микротрещины при термообработке. В наших протоколах теперь чётко прописано: для интерьерных перегородок используем минимум 8 мм, особенно если нужен эффект градиента.
Адгезию проверяем старым методом — скотч-тест после 24 часов в климатической камере. Европейские нормы требуют 90% сохранения изображения, но мы добились 96% за счёт модификации праймера. Кстати, этот параметр не проверить в полевых условиях — только лабораторно.
Оборудование и материалы: что действительно работает
После трёх лет проб остановились на японских плоттерах с УФ-лампами двойного спектра. Китайские аналоги дешевле на 40%, но дают погрешность по краям до 2 мм — для премиальных объектов неприемлемо. Особенно заметно на стекле с фацетом, где даже миллиметровый сдвиг разрушает геометрию рисунка.
Чернила сейчас используем гибридные — керамические пигменты с полимерными связующими. Чистые керамические составы слишком капризны в обработке: требуют точнейшего соблюдения температурного графика при закалке. Как-то потеряли партию 12-мм стекла для лифтовых кабин — печь не успела выйти на нужную температуру из-за скачка напряжения.
Для энергосберегающего LOW-E стекла печать возможна только на внутренних слоях стеклопакета. Пытались упростить технологию, нанося изображение непосредственно на покрытие — результат оказался нестабильным. Теперь строго соблюдаем схему: внешнее стекло — воздушная камера — стекло с печатью — ещё одна камера — LOW-E-стекло.
Кейсы и провалы
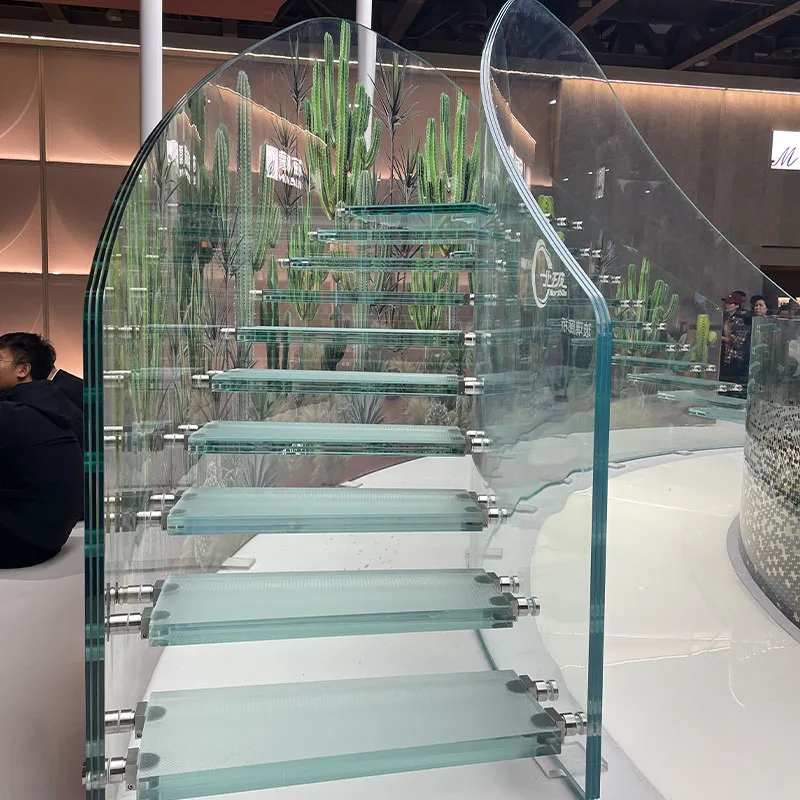
Самый сложный заказ — купол оранжереи с имитацией витражей. Пришлось разрабатывать индивидуальные крепления, потому что стандартные профили не подходили для криволинейной поверхности. Из 120 панелей 8 пошли в брак — не учли коэффициент расширения при перепадах температур.
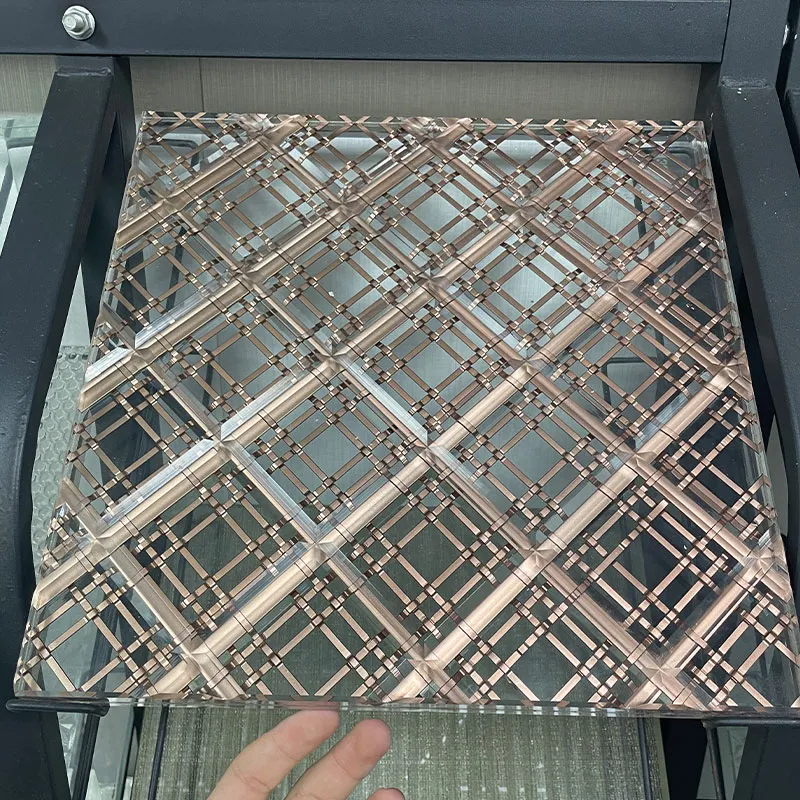
Удачный пример — ресторанная перегородка с цифровой печатью под мрамор. Клиент хотел добиться эффекта натурального камня без веса. Использовали технологию многослойной печати с имитацией прожилок — даже профессионалы сначала приняли за натуральный камень. Но пришлось дополнительно укреплять конструкцию стальным каркасом.
Провальный эксперимент — попытка нанести печать на уже установленное противопожарное стекло. Даже при локальном нагреве терялись сертификационные характеристики. В итоге разработали методику предварительной обработки до монтажа — теперь это прописано в техрегламенте компании.
Специфика для разных типов стекла
С закалённым стеклом работаем только после пескоструйной обработки — иначе адгезия недостаточная. Но здесь есть нюанс: если переборщить с абразивом, появляется эффект ?апельсиновой корки?. Для триплекса важен порядок операций — сначала печать, потом ламинация. Обратная последовательность приводит к расслоению.
Для пуленепробиваемых конструкций печать наносим исключительно на внутренние слои. Наружный слой остаётся чистым — это требование ГОСТ. Кстати, после тестовых стрельб обнаружили, что изображение не деформируется даже при повреждении внешнего стекла.
Энергосберегающие покрытия требуют особого подхода. На сайте https://www.ulianglass.ru мы выложили технические бюллетени по работе с i-стеклом — там подробно расписаны температурные режимы. К сожалению, 70% рекламаций связаны именно с несоблюдением этих параметров.
Перспективы и ограничения
Сейчас экспериментируем с 3D-эффектами за счёт многослойной печати. Получается создать объёмное изображение без физического рельефа — технология напоминает лентикулярную печать. Но пока не решена проблема угла обзора — при смещении более 45 градусов эффект пропадает.
Основное ограничение — размеры. Наш самый большой принтер берёт плиты до 3×6 метров, но для более габаритных конструкций приходится использовать стыковку. Места соединения практически незаметны, однако это увеличивает стоимость на 25-30%.
Интересное направление — комбинация с smart-стеклом. Пытались интегрировать печать с технологией PDLC, но столкнулись с проблемой совместимости проводящих слоёв. Пока отложили разработку — ждём новых материалов от поставщиков.
Практические советы по эксплуатации
Для наружного применения обязательно используем защитный лак — иначе через 2-3 года начинается эрозия изображения. Внутри помещений достаточно стандартной обработки. Важный момент: моющие средства без абразивов! Как-то клиент испортил фасадную панель чистящим порошком — восстановить не удалось.
При монтаже стекла с печатью в ванных комнатах рекомендуем оставлять вентиляционный зазор. Конденсат хоть и не вредиет самой печати, но может привести к образованию плесени по краям профиля. Проверено на горьком опыте трёх объектов.
Температурный режим эксплуатации — от -50 до +80 °C. Но для экстремальных климатических зон разрабатываем индивидуальные решения. Например, для объектов на Крайнем Севере добавляем стабилизирующие присадки в чернила — дополнительная стоимость 15%, но гарантия сохранности 10 лет.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 D-5 Индивидуальное художественное текстурированное стекло для домашнего декора
D-5 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1 -
 Пуленепробиваемое стекло 4
Пуленепробиваемое стекло 4 -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Огнестойкое стекло ссылка 3
Огнестойкое стекло ссылка 3 -
 Гнутое стеклопакет
Гнутое стеклопакет -
 Пуленепробиваемое стекло 1
Пуленепробиваемое стекло 1 -
 Стекло Low-E
Стекло Low-E -
 Художественное стекло 3
Художественное стекло 3 -
 Пуленепробиваемое стекло 2
Пуленепробиваемое стекло 2 -
 Художественное стекло 10
Художественное стекло 10 -
 D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
D-1 Индивидуальное художественное текстурированное стекло для домашнего декора
Связанный поиск
Связанный поиск- Китай строительное и промышленное стекло основный покупатель
- Современное производство стекла
- Китай стекло с регулируемой прозрачностью / электронное матовое стекло основный покупатель
- Китай огнестойкое стекло кристалл силика производитель
- Специальное оптическое стекло
- Китай стекло для коммерческих строительных крыш основный покупатель
- Где купить цветное стекло
- Китай новинки стекла производители
- Матовая наклейка на стекло
- Цветные стекла в церкви