
-


-


-


-


WeChat

-
WhatsApp


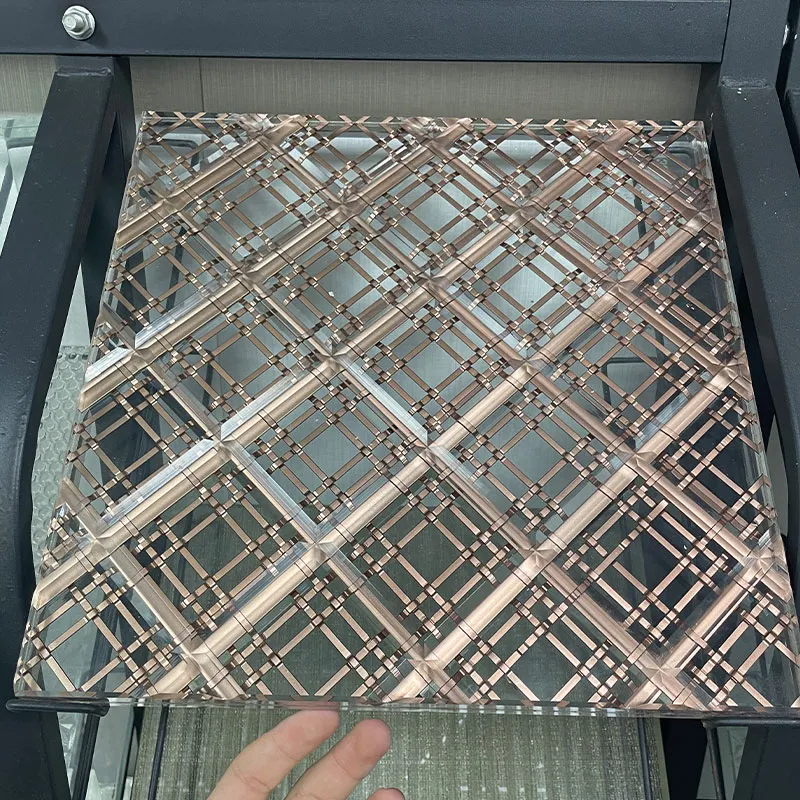
Термически гнутое стекло
Если честно, когда слышу про термически гнутое стекло, первое что приходит в голову — это десятки проектов где заказчики путают его с холодным гнутием. Сразу вспоминается случай 2018 года, когда один архитектор настаивал на ?просто изогнутом стекле? для панорамного фасада в Сочи. Мы тогда еле успели перезаказать партию после того как три листа треснули при монтаже — клиент не понимал что морской климат требует именно термической обработки.
Что на самом деле скрывается за термином
Технически процесс выглядит так: стекло нагревают до 600-700°C в печи конвейерного типа, потом формуют на матрице. Но вот нюанс который редко учитывают — скорость охлаждения. Если в стандартном закаленном стекле используют обдув воздуха для создания напряжений, то здесь охлаждение должно быть максимально равномерным. Именно поэтому на термически гнутом стекле часто появляются оптические искажения — не из-за кривизны, а из-за микронеоднородностей в структуре.
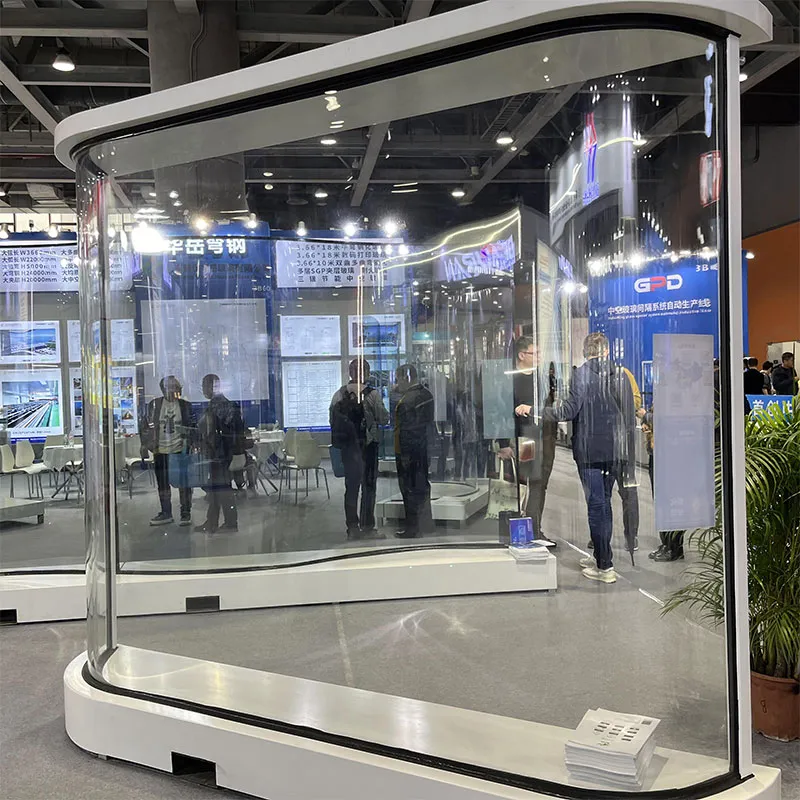
На практике мы в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы столкнулись с этим при изготовлении стеклянных козырьков для бизнес-центра в Москве. При радиусе изгиба 1200 мм на готовых изделиях появлялся эффект ?волны? если отклонялись от температурного графика хотя бы на 15°C. Пришлось переделывать две партии пока не подобрали оптимальный режим — но это того стоило, потому что после правильной обработки такие конструкции служат десятилетиями.
Кстати о радиусах — многие спрашивают про минимальный изгиб. Для прозрачного стекла 6 мм реально достичь 300 мм, но только если использовать кварцевые формы и точный контроль вязкости расплава. В нашем случае на https://www.ulianglass.ru мы обычно работаем от 500 мм для гарантии качества.
Оборудование которое действительно работает
После того печального опыта с треснувшими стеклами в Сочи мы полностью пересмотрели подход к печам. Сейчас используем немецкие линии с тремя зонами нагрева — это позволяет компенсировать разную толщину стекла по краям и в центре. Но даже с лучшим оборудованием есть нюансы: например для термически гнутых стекол с покрытием LOW-E приходится дополнительно калибровать ИК-излучение чтобы не выжечь серебряный слой.
Особенно сложно с триплексом — здесь нужно учитывать разную теплопроводность PVB-пленки и стекла. Помню как в 2021 году пришлось разрабатывать специальный профиль нагрева для пуленепробиваемых изогнутых конструкций. Получилось не сразу — первые образцы расслаивались через сутки после формовки. Разобрались что проблема была в остаточных напряжениях на границе слоев.
Сейчас на сайте ulianglass.ru можно увидеть наши работы с радиусными стеклами для зимних садов — это как раз тот случай где без правильного термического гнутья не обойтись. Холодное гнутье давало бы постоянные проблемы с герметичностью в угловых стыках.
Типичные ошибки при проектировании
Самая распространенная — неучет температурного расширения алюминиевого профиля. Был проект в Казани где архитектор предусмотрел идеальный прижим по краям термически гнутого стекла, но летом при +35°C профиль расширился и создал точечные нагрузки. Результат — три треснувших стекла за сезон. Пришлось переделывать систему креплений с плавающими зажимами.
Другая частая проблема — неправильный расчет оптических свойств. Когда стекло изгибается, светопропускание меняется нелинейно. Для витражей это не критично, но для музейных витрин или аквариумов — катастрофа. Мы как-то делали цилиндрический аквариум и сначала получили эффект линзы который искажал рыбок. Пришлось подбирать толщину и кривизну экспериментально.
И да — никогда не экономьте на термостойкости межстекольных пространств в стеклопакетах. Герметик должен выдерживать не только текущие температуры формования но и возможные перегревы при эксплуатации. Проверено на горьком опыте когда пришлось менять 200 м2 фасадного остекления из-за помутнения камер.
Практические кейсы из 30-летней практики
Самый сложный проект — купол планетария с двойным изгибом. Там пришлось комбинировать термически гнутое стекло разной толщины — от 8 до 15 мм. Интересно что для арочных элементов использовали анизотропный прогрев — края нагревали сильнее центра. Это позволило избежать напряжения в зонах перехода кривизны.
Для противопожарных конструкций придумали хитрость — предварительный отжиг после формовки. Обычно это противоречит технологии но для огнестойких стекол оказалось необходимо — снимает внутренние напряжения которые снижают предел огнестойкости. Проверили в сертификационной лаборатории — получили дополнительные 15 минут сопротивления огню.
А вот с энергосберегающими покрытиями пришлось повозиться дольше. Технология LOW-E требует особого подхода — напыление наносится ДО гнутья но выдерживает нагрев только в определенном диапазоне. Пришлось разработать каскадную систему нагрева где сначала активируется защитный слой потом основное формование. Зато теперь можем гарантировать коэффициент теплопередачи менее 1.0 Вт/м2·К даже для радиусных конструкций.
Перспективы и ограничения технологии
Сейчас экспериментируем с вакуумным гнутьем — теоретически это позволит уменьшить радиус до 150 мм для стекла 8 мм. Но пока стабильность процесса оставляет желать лучшего — каждый третий лист идет в брак. Возможно нужно менять саму концепцию нагрева.
Еще одно направление — комбинация с моллированием для сложных архитектурных форм. Но здесь возникает проблема с последующей обработкой — резать или сверлить термически гнутое стекло после формования практически невозможно. Приходится все технологические отверстия делать заранее что усложняет контроль геометрии.
Из реальных достижений — научились делать гнутые стекла с подогревом для регионов с холодным климатом. Интегрируем токопроводящие нити непосредственно в структуру при формовании. Проверили в Якутске — даже при -55°C на поверхности не образуется наледь. Правда стоимость таких решений пока высока но для премиальных объектов вполне оправдана.
В целом технология продолжает развиваться несмотря на кажущуюся консервативность процесса. Главное — не пытаться упростить то что требует точности. Как показала наша практика в ООО Гуандун Юлиан, даже с учетом почти 30-летнего опыта каждый новый проект заставляет пересматривать какие-то технологические параметры. И это нормально — потому что идеального термически гнутого стекла не существует есть только адекватное конкретным условиям применения.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Художественное стекло-1
Художественное стекло-1 -
 Полое Цветное Глазурованное
Полое Цветное Глазурованное -
 Художественное стекло 8
Художественное стекло 8 -
 D-6 Индивидуальное художественное текстурированное стекло для домашнего декора
D-6 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Огнестойкое стекло ссылка 2
Огнестойкое стекло ссылка 2 -
 Индивидуальное Оранжевое Стекло по Заказу Клиента
Индивидуальное Оранжевое Стекло по Заказу Клиента -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Гнутое стекло
Гнутое стекло -
 Цветное Глазурованное Стекло
Цветное Глазурованное Стекло -
 Огнестойкое стекло ссылка 5
Огнестойкое стекло ссылка 5 -
 Стекло с жалюзи
Стекло с жалюзи -
 Художественное стекло 3
Художественное стекло 3
Связанный поиск
Связанный поиск- Китай безопасное закаленное прозрачное стекло с пвб и sgp основный покупатель
- Секурит стекло лобовое чье производство
- Производство защитные стекла
- Кварцевый песок для производства стекла
- Стекло оконное 3 мм купить
- Матовое стекло купить для душа
- Китай огнестойкое стекло 7.62 основный покупатель
- Замена оконного стекла деревянном
- Производство листового стекла
- Стоимость оконного стекла квадратный метр