
-


-


-


-


WeChat

-
WhatsApp


Триплекс стекло производство
Когда говорят о триплекс стекло производство, многие представляют себе просто склейку двух стекол – но на практике это технология, где каждая секунда выдержки в автоклаве и каждый градус температуры влияют на итоговую прочность. В нашей компании ООО Гуандун Юлиан Энергосберегающие Строительные Материалы за почти 30 лет работы пришлось пережить и фатальные ошибки новичков, и найти свои решения для сложных заказов.
Технологические нюансы, которые не пишут в учебниках
Например, влажность в цехе перед склейкой – кажется мелочью, но если превысить порог в 65%, даже идеально нанесенная ПВБ-пленка даст микроскопические пузырьки по кромкам. Мы на своем опыте убедились: лучше переждать сутки, чем потом разбирать претензии по браку. Кстати, на https://www.ulianglass.ru мы как раз указываем реальные сроки производства, а не идеализированные цифры – потому что знаем, что качественный триплекс нельзя сделать 'на скорости'.
Особенно сложно с нестандартными толщинами – когда клиент просит собрать пакет из 6-миллиметрового стекла с 4-мм, приходится индивидуально подбирать режим автоклава. Один раз пришлось переделывать партию для фасада торгового центра – потому что не учли коэффициент расширения стекол разной толщины при нагреве до 140°C.
И да, про автоклавы – многие гонятся за дорогими европейскими установками, но мы после испытаний остановились на модернизированных китайских с дополнительной системой контроля давления. Оказалось, что главное – не бренд, а точность поддержания параметров в течение всего цикла.
Ошибки, которые дорого нам обошлись
Был случай с матовым триплексом для санузлов – заказчик требовал идеальную поверхность, а мы не проверили совместимость пленки с кислотным травлением. Результат – мутные разводы, которые проявились только через неделю после отгрузки. Пришлось не только заменить 40 м2 стекла, но и полностью пересмотреть протокол тестирования для декоративных покрытий.
Еще одна боль – цветовые отклонения. Когда делаешь триплекс стекло с тонировкой, разница в 5% плотности цвета между партиями становится критичной для фасадов. Сейчас мы храним эталоны для каждого оттенка и перед отгрузкой сравниваем при том же освещении, где будет монтироваться стекло.
А вот с закаленным триплексом вообще отдельная история – если нарушить температурный режим закалки хотя бы на 10°C, прочность снижается на треть. Мы это поняли, когда тестировали образцы на ударную нагрузку – те, что прошли полный цикл по нашему ТУ, выдерживали падение стального шара с 3 метров, а 'ускоренные' – трескались уже с двух.
Специфика работы с архитекторами
Часто приходят проекты с красивыми визуализациями, но физику стекла никто не учитывает. Например, гигантские триплекс-панели без поперечных ребер жесткости – в теории возможно, но на практике их поведет при первом же перепаде температур. Приходится объяснять, что даже наш производство триплекс стекла имеет ограничения по форматам, и иногда лучше сделать сборную конструкцию.
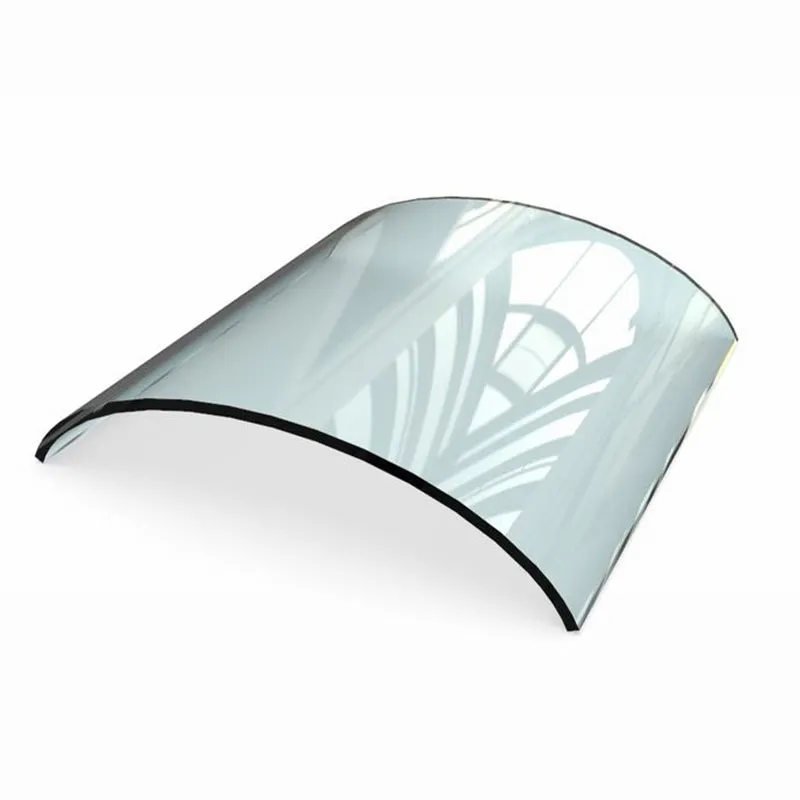
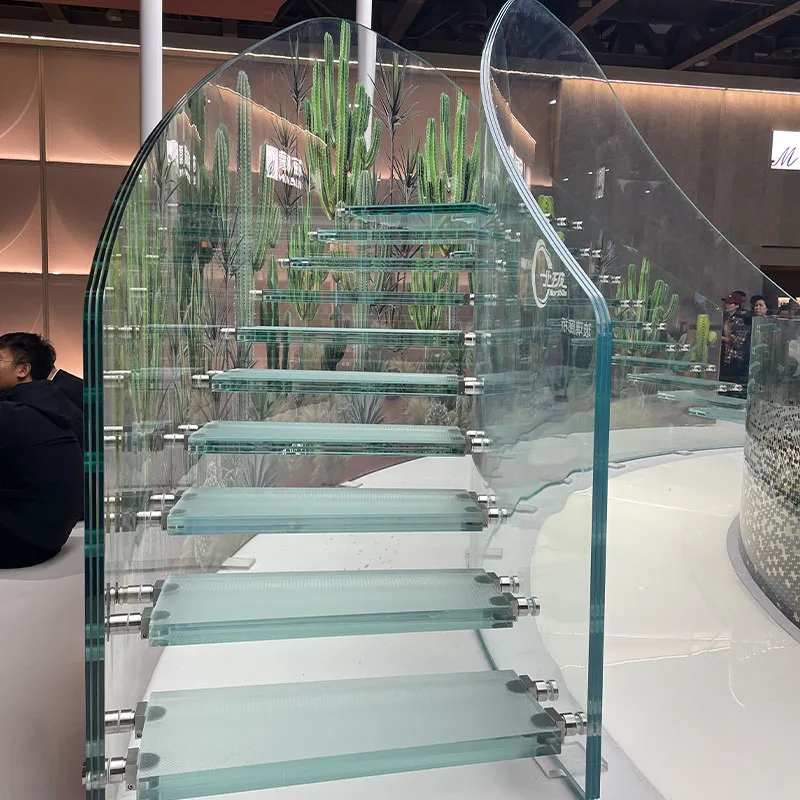
Особенно сложно с криволинейными элементами – гнуть триплекс нужно с точностью до градуса, иначе внутренние напряжения распределятся неравномерно. Для проекта лестницы в бизнес-центре мы сделали 17 пробных загибов, прежде чем получили стабильный результат.
Кстати, про огнестойкий триплекс – многие заказчики думают, что любое многослойное стекло держит огонь. Но на самом деле только специальные гелевые наполнители работают при длительном нагреве. Мы в таких случаях всегда показываем сертификаты испытаний – например, наш EI-60 действительно выдерживал стандартный температурный режим пожара в течение часа.
Оборудование и материалы: на чем нельзя экономить
ПВБ-пленка – вот где разница между производителями ощутима. После тестов с 8 поставщиками мы работаем только с тремя, причем для каждого типа стекла – свой вариант. Для фасадного триплекса берем пленку с УФ-фильтром, для мебельного – более эластичную.
Вакуумные манипуляторы – кажется, мелочь, но именно они позволяют избежать микроцарапин при транспортировке стекол к прессу. После того как испортили партию стекла с шелкографией (подняли обычными присосками), закупили специализированные манипуляторы с мягкими кромками.
Система очистки воды – если в моечной машине остаются соли, на стекле после склейки появляются 'призрачные' пятна. Пришлось установить трехступенчатую фильтрацию, хотя изначально считали это излишеством.
Перспективы и сложные заказы
Сейчас все чаще запрашивают триплекс с функциональными покрытиями – например, самоочищающееся или с подогревом. Технически это возможно, но приходится модифицировать процесс ламинирования – некоторые покрытия не выдерживают температуры в автоклаве. Для антиобледенительного стекла мы разработали каскадный режим нагрева – сначала до 90°C, выдержка, потом плавный подъем до 135°C.
Интересный опыт был с пуленепробиваемым триплексом – по ТУ требовалось выдерживать выстрел из пистолета Макарова с 5 метров. Первые образцы прошли испытание, но дали опасные осколки с тыльной стороны. Добавили слой поликарбоната – решили проблему, хотя пришлось пересчитывать все крепления из-за возросшего веса.
Что точно поняли за годы работы – в триплекс стекло нет мелочей. От подготовки кромки до логистики – все влияет на результат. И если где-то в процессе появляется мысль 'и так сойдет' – лучше остановиться и переделать. Потому что потом переделывать будет вдесятеро дороже.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Градиентное Ламинирование
Градиентное Ламинирование -
 Огнестойкое стекло ссылка 1
Огнестойкое стекло ссылка 1 -
 Пуленепробиваемое стекло 3
Пуленепробиваемое стекло 3 -
 Художественное стекло-1
Художественное стекло-1 -
 D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
D-8 Индивидуальное художественное текстурированное стекло для домашнего декора -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Стекло Low-E
Стекло Low-E -
 Декоративный стеклопакет
Декоративный стеклопакет -
 Многослойное стекло
Многослойное стекло -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Гнутое стеклопакет
Гнутое стеклопакет -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
Связанный поиск
Связанный поиск- Гибкое стекло матовое
- Китай огнестойкое стекло класса а основный покупатель
- Китай шумоизоляционное двойное стекло теплоизоляционное алюминиевое стекло производитель
- Производство стекол для фар автомобилей
- Эмалированное закаленное стекло
- Китай стекло для высотных безопасных зданий производители
- Замена оконного стекла в пластиковом окне цена
- Каминное стекло
- Китай фото художественного стекла производитель
- Стекло матовое 5 мм