
-


-


-


-


WeChat

-
WhatsApp


Флоат метод производства стекла
Когда речь заходит о флоат методе, многие представляют себе простое раскатывание расплава по жидкому олову, но на деле это тонкий танец температур, скоростей и химических реакций. На нашем производстве в ООО Гуандун Юлиан Энергосберегающие Строительные Материалы я не раз видел, как малейшее отклонение в 5°C в зоне отжига приводит к волнообразным дефектам, которые покупатели заметят только после монтажа в фасаде. Вот о таких нюансах редко пишут в учебниках.
Как устроена флоат-ванна: не только олово
Основной миф – будто бы флоат метод гарантирует идеальную плоскостность 'сам по себе'. На практике даже состав защитной атмосферы (азот с водородом) приходится корректировать под влажность сырья. Помню, когда мы запускали линию для энергосберегающего стекла LOW-E, пришлось трижды перенастраивать газовую завесу у выхода из ванны – окислы олова на поверхности потом мешали напылению.
Толщина стекла определяется не скоростью вытягивания, как многие думают, а балансом между подачей расплава и натяжением на границе фаз. Для закаленного стекла особенно важен равномерный прогрев по кромке – если в флоат-ванне уже есть микроскопические колебания толщины, при термообработке они превратятся в 'люстры'.
А вот с многослойным стеклом сложнее – когда для триплекса нужны идеально параллельные поверхности, мы иногда жертвуем скоростью линии. Инженеры из https://www.ulianglass.ru как-то подсчитали, что снижение скорости на 15% дает прирост в качестве, который окупает простой только при крупных заказах.
Энергосберегающие покрытия: где флоат показывает пределы
Технология LOW-E стекла требовала от нас модернизации всей линии охлаждения. Напыление идет уже после флоат-ванны, но если лист на выходе имеет разность температур больше 3°C по ширине – покрытие ложится пятнами. Пришлось устанавливать дополнительные температурные зоны с компьютерным управлением.
Любопытный момент: для огнестойкого стекла мы иногда используем нестандартные толщины именно из-за особенностей флоат метода. Когда заказчику нужен стеклопакет с сопротивлением пламени 60 минут, геометрия листа критична – волны всего в 0,01 мм/м уже создадут напряжения в конструкции.
На сайте ООО Гуандун Юлиан Энергосберегающие Строительные Материалы правильно указано про 30 лет опыта, но мало кто знает, что первые годы мы боролись с 'оловянной рябью' на поверхности. Оказалось, проблема была в колебаниях давления в газовых горелках – дефект проявлялся только при производстве стекла толщиной менее 4 мм.
Проблемы, которые не покажут в рекламных буклетах
Самое неприятное – когда в расплав попадают примеси из огнеупоров. Однажды при переходе на производство пуленепробиваемого стекла мы три недели не могли избавиться от микропузырей. Разобрались случайно – материал горелок содержал цирконий, который при контакте с определенными компонентами шихты давал газовыделение.
Регулировка роликовых конвейеров после флоат-ванны – отдельное искусство. Для стекла с полировкой края или фасетной обработкой малейшие царапины от роликов недопустимы. Пришлось разработать систему бесконтактной транспортировки на первых метрах охлаждения.
А ведь есть еще 'сезонные' проблемы – летом при высокой влажности в цехе конденсат на поверхности олова вызывает точечные дефекты. Пришлось устанавливать локальные осушители над ванной, хотя в теории защитная атмосфера должна предотвращать такие ситуации.
Глубокая обработка: где флоат-стекло раскрывает потенциал
Когда мы начали производить стекло для фасадного остекления, выяснилось, что стандартные допуски по толщине недостаточны. При длине листа 6 м разница даже в 0,3 мм дает видимый оптический эффект. Пришлось дорабатывать систему автоматического регулирования зазоров в зоне формования.
Интересный случай был с матовым травлением – оказалось, что стекло, произведенное флоат методом с повышенным содержанием железа (для солнцезащиты), травится неравномерно. Химики полгода подбирали состав пасты, пока не нашли баланс между скоростью реакции и однородностью матирования.
Для изогнутых стекол флоат-метод дает неожиданное преимущество – внутренние напряжения в листе распределены более предсказуемо, чем при вертикальном вытягивании. Это позволяет точнее рассчитывать параметры термоформовки. На https://www.ulianglass.ru есть технические заметки на эту тему, но там описана лишь идеальная ситуация без учетов брака.
Что остается за кадром производственных отчетов
Никогда не забыву, как при запуске линии для бронированного стекла мы неделю не могли добиться адгезии полимерного слоя. Винили смолы, а причина оказалась в остатках солей олова на поверхности – их не удаляла стандартная мойка. Пришлось разрабатывать двухступенчатую очистку с ультразвуком.
Сегодня многие производители переходят на 'гибкие' режимы флоат-процесса, но мало кто признается, что при частых сменах толщины стекла расходуется в 1,5 раза больше топлива. Наше решение – накапливать заказы на одинаковую толщину и запускать их партиями, хотя это сложно логистически.
Технические решения для глубокой обработки, которые упомянуты в описании компании, часто рождаются именно из таких проблем. Например, система контроля кромки после резки была разработана после жалоб на трещины в углах стеклопакетов – оказалось, микроскопические напряжения от флоат-процесса проявлялись только после точной обработки.
Вместо заключения: почему флоат еще долго будет актуален
Несмотря на появление новых методов, именно флоат метод производства стекла дает ту самую оптическую чистоту, которую невозможно достичь при вертикальном вытягивании. Все современные модификации – солнцезащитные, энергосберегающие, ударопрочные покрытия – разрабатываются с оглядкой на особенности технологии.
В ООО Гуандун Юлиан Энергосберегающие Строительные Материалы мы иногда экспериментируем с добавками в шихту, но всегда возвращаемся к классическим рецептурам для базового стекла. Опыт показал, что стабильность параметров важнее мнимых инноваций.
Если бы меня попросили назвать один самый критичный параметр – это стабильность температуры олова в центральной зоне. Все остальное – скорости, составы, охлаждение – можно скорректировать, но 'плывущая' температура убивает качество на корню. Именно поэтому наш техотдел разработал дублированную систему термоконтроля, хотя это и удорожает производство.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 D-8 Индивидуальное художественное текстурированное стекло для домашнего декора
D-8 Индивидуальное художественное текстурированное стекло для домашнего декора -
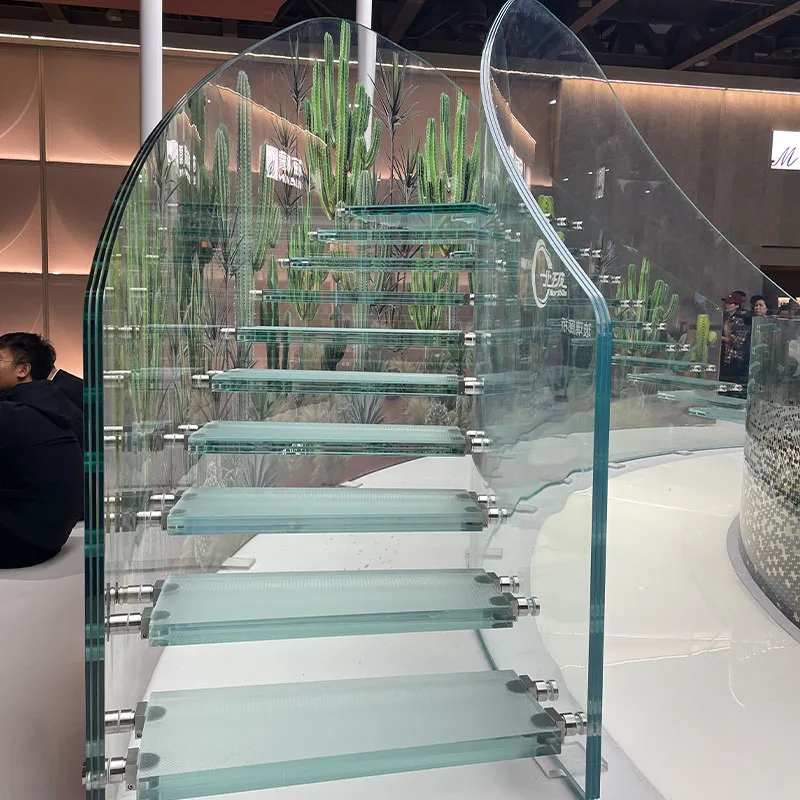 Лестница из гнутого стекла
Лестница из гнутого стекла -
 Стекло для ванной комнаты
Стекло для ванной комнаты -
 Художественное стекло 9
Художественное стекло 9 -
 Индивидуальный стеклопакет
Индивидуальный стеклопакет -
 Многослойный стеклопакет
Многослойный стеклопакет -
 Художественное стекло 6
Художественное стекло 6 -
 Стекло Low-E
Стекло Low-E -
 Огнестойкое стекло ссылка 4
Огнестойкое стекло ссылка 4 -
 Пуленепробиваемое стекло 4
Пуленепробиваемое стекло 4 -
 D-5 Индивидуальное художественное текстурированное стекло для домашнего декора
D-5 Индивидуальное художественное текстурированное стекло для домашнего декора -
 D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
D-7 Индивидуальное художественное текстурированное стекло для домашнего декора
Связанный поиск
Связанный поиск- Китай стекло с эмалевым покрытием производители
- Китай фото художественного стекла производители
- Китай градиентное стекло основный покупатель
- Европейское серое стекло
- Китай пуленепробиваемое стекло с пвб-слоем и теплоизоляцией производитель
- Китай закаленное многослойное декоративное стекло производитель
- Стекло декоративное узорчатое
- Красное цветное стекло
- Китай армированное стекло производители
- Производство декоративного стекла